







Zephyr III Scanner’s
 6 October 2021
6 October 2021
 Artigos Comerciais, Artigos Metrologia, Artigos Tecnicos
Artigos Comerciais, Artigos Metrologia, Artigos Tecnicos
 Deixa sua mensagen
Deixa sua mensagen
 3dscanner, aacmm, Atualizaçao, Braço medição, CMM, color scanner, kreon, Laser, metrology, Retrofit, scanner
3dscanner, aacmm, Atualizaçao, Braço medição, CMM, color scanner, kreon, Laser, metrology, Retrofit, scanner

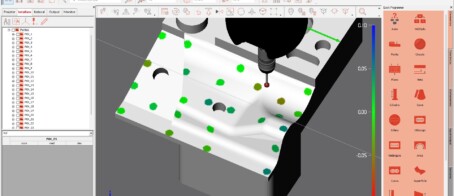
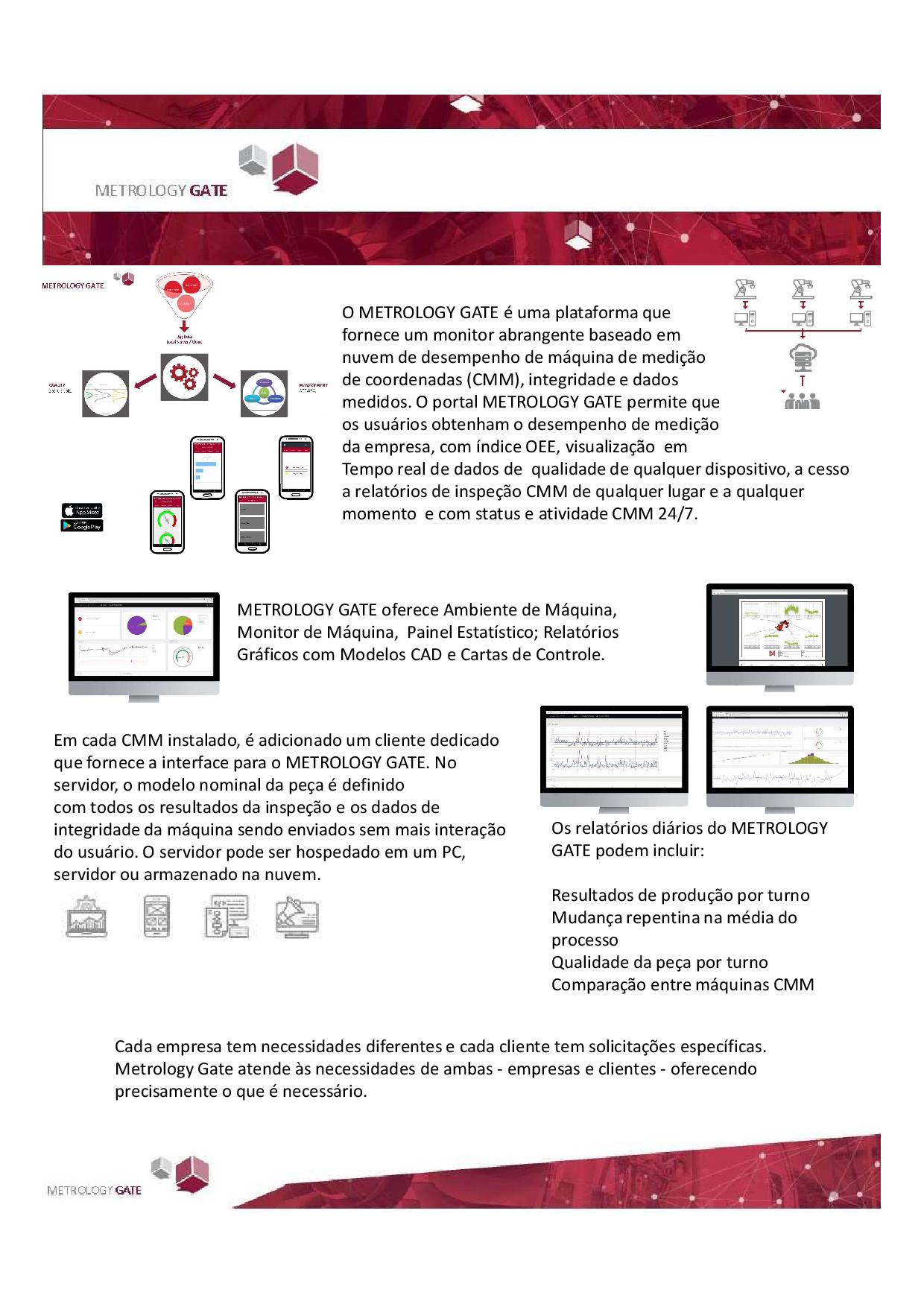
Com a linha de scanners 3D Kreon Zephyr III, você pode otimizar o uso e, portanto, a lucratividade de um único scanner usando-o em uma CMM e em um braço de medição Kreon Ace. Os extraordinários recursos de digitalização da linha Zephyr III são uma vantagem real para atingir metas ambiciosas para uma variedade de aplicações: inspeção, FAI, engenharia reversa, prototipagem rápida e muito mais.
Novo SI
Em 20 de Maio de 2019 o Sistema Internacional de Unidades foi redefinido e, a partir desse momento, todas as 7 unidades de base passaram a ser definidas em relação a constantes fundamentais da física, libertando o SI da definição de unidades com base em medidas materializadas. No dia 20 de Maio de 2021 saiu a versão em português do documento que descreve este novo SI, disponível no link abaixo.
Fonte: mensagem de Junho da lista dos “Metrologistas sem Fronteiras”. Escrita por André Roberto de Souza.
NC Measure
17 December 2020
Artigos Metrologia
Deixa sua mensagen
CMM, data-cloud, indústria.4.0, Metrologia, metrologia4.0, metrology, NC measure, programa, Software de Mediçao
O uso de técnicas de apalpação combinadas com software de metrologia permite que a máquina-ferramenta se torne mais produtiva e reduz a necessidade de medir peças na CMM.
ZEPHYR III 50

Vamos falar de metrologia?
30 June 2020
Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
CMM, GD&T, Metrologia, metrology, Palestras
Bate papo sobre o dia-a-dia em salas de metrologia na indústria.
Sistema modular de fixação
22 May 2020
Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
Acessórios, CMM, fixação, fixturing, VMM
Versatilidade e facilidade para a festa para medição de múltiplas peças.
Calibrar, verificar, corrigir. Qual a diferença?
10 March 2020
Artigos Metrologia
Deixa sua mensagen
CMM, Manutençao, Metrologia, metrology, Serviços
Verificar, calibrar, ajustar são termos comumente usados em salas de medição, mas ainda há alguma confusão na aplicação dos conceitos. De acordo com a fonte primordial para a metrologia, o VIM:
- calibração: Operação que estabelece, sob condições especificadas, numa primeira etapa, uma relação entre os valores e as incertezas de medição fornecidos por padrões e as indicações correspondentes com as incertezas associadas; numa segunda etapa, utiliza esta informação para estabelecer uma relação visando a obtenção dum resultado de medição a partir duma indicação.
- verificação: Fornecimento de evidência objetiva de que um dado item satisfaz requisitos especificados.
- correção: Compensação dum efeito sistemático estimado.
E na prática? Quer dizer o quê? Vamos começar pelo mais simplificado. A verificação pode e, diria que deveria, ser feita pelo metrologista, periodicamente. Pode ser um teste complexo, normalizado , ou um teste simples e de fácil execução que dê a possibilidade de acompanhar o desempenho do sistema de medição. Um teste que sugiro, por exemplo, é a medição de uma peça qualquer logo após a finalização do serviço de correção. A peça deverá ser mantida em condições adequadas de conservação, e ser medida periodicamente. Não interessa nesse caso, que seja uma peça com erro “zero”, em termos de fabricação. Esse teste tem o objetivo de monitorar os valores encontrados pelo sistema de medição ao longo de um período. Com base nessa informação, é possível por exemplo determinar com mais precisão, o período entre uma correção e outra.
Então já conseguimos verificar nosso sistema de medição e decidir quando fazer a correção. A correção, ou ajuste são os procedimentos para que o sistema de medição apresente resultados confiáveis dentro das especificações de fabricação, próprias de cada instrumento, ou sistema. No caso específico de cmm’s, além da manutenção mecânica e/ou eletrônica, é necessário garantir que os desvios ( perpendicularidade ou “esquadro” entre eixos, retilinidade das guias, desvios de escala, etc…) Sejam compensados por “mapas de compensação geométrica”. A aplicação do mapa de compensação geométrica, faz com que os resultados sejam dentro da especialização do fabricante.
Nesse ponto, já temos a cmm corrigida e verificada. Precisamos agora comprovar e documentar. É hora de calibrar, ou certificar através da comparação com artefatos, ou padrões rastreados. Comumente no Brasil o padrão de rastreabilidade é através de certificação RBC (ISO17025).
A importância em saber aplicar esses conceitos é justamente saber quem pode e deve fazer.
A verificação pode ser feita pelo próprio metrologista com recursos próprios.
A correção deve ser executada pelo fabricante e/ou empresa autorizada pelo fabricante. Na prática há empresas oferecendo unicórnios a preço de banana. Por isso é bastante importante saber o que comprar como serviço. Algumas perguntas básicas podem livrar o metrologista, geralmente responsável pela avaliação técnica, de uma escolha infeliz:
1- a empresa prestadora do serviço é fabricante e/ou autorizada pelo fabricante?
2- sua empresa prestadora do serviço tem know-how e/ou acesso para a correção geométrica completa?
3- quanto tempo é estimado para a correção?
Sobre a resposta da 1a pergunta, você leva seu VW em uma oficina GM? Pois é, fabricantes têm know-how sobre a tecnologia desenvolvida, desconfie de empresa prestadora que faz tudo. Outra dica é para a resposta da 2a pergunta. Se a empresa prestadora não faz correção ou diz que não precisa, busque mais informações. Pode evitar dor de cabeça.
Agora que já corrigimos e verificamos é necessário certificar. Se a certificação através da comparação com padrões rastreados for suficiente para atender o sistema de qualidade da sua empresa, exija a cópia dos padrões juntamente com o documento de certificação. Em caso mais comum, é necessário rastreamento RBC, nesse caso somente um laboratório com certificação RBC poderá emitir o documento que comprova a rastreabilidade.
Conhecimento dos conceitos só tem valor se forem base para decisões práticas. E trabalhamos em ambientes em que tempo e custo são outras palavras constantes. Outros textos relacionados
Projetos robustos criam produtos e processos de fabricação e medição robustos
O que faz um produto ser robusto em temos de projeto e/ou processo de fabricação e controle de qualidade? Tolerâncias apertadas? Salas de metrologia, nível “NASA”? Inspetores e metrologistas intergaláticos? Há quem diga que sim.
Por outro lado há um consenso de que produtos e processos robustos são criados a partir de projetos robustos. E o que seria um projeto robusto? Um projeto robusto é aquele que tem por base a adequação das tolerâncias ao nível necessário para atender aos requisitos de funcionalidade e produção de um determinado produto.
Você saberia onde é o primeiro lugar onde se observa, na prática, a robustez de um projeto? Isso mesmo, na metrologia. Eu como metrologista, percebo estes aspectos somente quando já foram fabricadas as primeiras unidades de um produto, primeiras amostras e/ou primeiros lotes de um fornecedor. E mesmo antes de medir e/ou verificar a conformidade do produto, a escolha dos equipamentos e métodos que deverão ser utilizados, tem por base o projeto, representado nessa etapa, pelo desenho 2D e modelo CAD[link]. Ou seja, as especificações devem ser claras e inequívocas.
Você metrologista, conhece pelo menos um caso de especificação incorreta ou insuficiente para a medição de um determinado produto. Se foi difícil medir, imagine como foi fabricar.
Recomendo os textos, do prof. André Roberto de Souza(1) e do prof. João Baker(2) sobre metodologias para para definição e especificação de produtos:
(1)”Bons produtos começam por bons projetos”
(2) Ferramentas de desenvolvimento de produtos.
New Kreon ACE+
7 February 2020
Artigos Comerciais, Artigos Tecnicos
Deixa sua mensagen
aacmm, ACE+, Braço medição, kreon, Metrologia, metrology

Como escolher a fixação da peça para medição na CMM?
3 February 2020
Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
Acessórios, fixação, measure holding, metrology
Um dispositivo de fixação, ou “work-holding” de acordo com a wikipédia, é um dispositivo de “retenção de trabalho” ou suporte usado na indústria de fabricação. Os dispositivos são usados para localizar com segurança (posicionar em um local ou orientação específica) e apoiar o trabalho, garantindo que todas as peças produzidas usando o dispositivo mantenham a conformidade e a permutabilidade. O uso de um acessório de fixação melhora a economia da produção, permitindo uma operação suave e uma transição rápida de peça para peça, reduzindo a necessidade de mão-de-obra qualificada, simplificando a montagem das peças e aumentando a conformidade ao longo da produção.
O mesmo conceito deve ser aplicado para a medição em máquinas de medição tridimensional (CMM). Porém algumas questões devem ser consideradas para decisão do tipo de fixação a se utilizar:
– Quantas peças você vai medir?
– É apenas uma vez, ou é uma peça que será medida em semanas, meses ou até anos?
– Qual é a precisão da minha medição?
– Que tipo de repetibilidade você está procurando?
– Quem medirá a peça?
– A peça será medida pelo pessoal de qualidade ou será operada por um operador de máquina como parte de uma célula?
Às vezes, você só precisa fazer uma verificação rápida. Talvez seja uma medição única ou você esteja medindo como suporte técnico para dignose de falhas ou de projetos. Nesses casos, você pode criar acessórios a partir de vários itens diferentes, incluindo: massa de vidraceiro, fita dupla face, blocos em V, grampos ou pistolas de cola quente. etc…
Na outra direção, talvez você precisa medir peças seriadas ou com uma periodicidade definida. Nesses casos sistemas de fixação projetado ou modular contribuem bastante para a produtividade do processo de medição.
Soluções de fixação projetadas, são dispositivos construídos especificamente para um e somente um produto. São dispositivos fabricados conforme o projeto do produto e normalmente reprozudem os “datums” do produto final.
Soluções modulares de fixação, permitem que você compre um tamanho de placa padrão ou personalizado. Em seguida, você escolhe as peças adicionais para anexar à placa que criam um acessório que suporta e restringe sua peça específica. O sistema modular permite que você construa um acessório personalizado para atender às suas necessidades. Você pode até manter a configuração e comprar novos componentes e placas modulares para fazer acessórios para todas as suas peças, ou dependendo da frequência de medição de uma peça, desmontar o dispositivo e montar somente quando necessário.

É importante pensar em como você manterá a peça, para poder acessar os elementos e/ou pontos a serem medidos. Com uma solução projetada, alguém terá feito isso por você. Em alguns casos, você pode reutilizar o acessório que foi projetado para reter a peça no processo de fabricação para a medição também.
Quando você cria seu próprio equipamento modular, é necessário montá-lo para que todas as áreas necessárias sejam acessíveis para medição. Idealmente, você constrói o acessório para que a peça fique em um “estado livre” sem força de aperto na peça.
É um ato de equilíbrio entre manter a peça imóvel e também não restringir de forma que a peça seja deformada pelo dispositivo de fixação, durante o processo de medição.
Qualquer que seja a solução mais adequada para fixação da peça para medição, alguns cuidados são essensiais:
– A peça deve sempre ser presa ao dispositivo de forma que não fique distorcida nem solta;
– as peças devem sempre ser fixadas de forma a não ficarem fixadas em todos os cantos. Isso permite que a peça “trabalhe”, isto é, sempre pode reagir às variações de temperatura existentes e não fica distorcida. Princípio orientador: use uma configuração de fixação 3-2-1. (Isso significa que a peça deve ser fixada na 1ª posição nas três direções do espaço (x, y, z), na 2ª posição apenas em 2 direções do espaço (y, z) e na 3ª posição apenas em uma direção do espaço (z).);
– A peça nunca deve ser fixada na borda da faixa de medição do CMM, mas sempre na faixa ideal de medição. Para poder fazer isso, você deve conhecer o CMM e sua faixa de medição ideal.
– A fixação por meio de ímãs deve ser evitada para medições de alta precisão. A razão para isso é que o efeito magnético não afeta apenas a peça, mas também a ponta da ponta de aço do sistema de pontas. Isso falsificará o resultado da medição.
– Se a peça for medida para fins de avaliação do processo de fabricação, verifique se a peça é medida na configuração de fixação original e na fabricação. Um desaperto temporário, seguido de recolocação, deve ser evitado. Princípio de orientação: Para medir, use a mesma configuração de fixação que para a usinagem.
– Se a peça for medida para fins de avaliação da função, ela deverá ser medida no estado não fixado. Isso significa que nenhuma força deve agir. Princípio orientador: meça funções apenas no estado não fixado.
Ou seja, o metrologista é um personagem importante na decisão do tipo de fixação a ser aplicada para a medição. O conhecimento dos pontos e elementos a serem medidos, além da frequência de medições a executar, são dados importantes para a decisão da direção da empresa escolher o quanto será investido. Fixações simples tem custo baixo e são eficientes em medições únicas. Dispositivos de fixação sob medida, ou projetados tem custo elevado, pela própria natureza contrutiva e de aplicação, sendo que na maioria dos casos são próprio “calibre” para inspeção por atributos ou por medidas diretas. Dispositivos modulares tem custo baixo em relação aos projetados, é uma ótima solução para medição na CMM.
Referências:
- https://www.wenzelamerica.com/fixturing-an-important-part-of-cmm-accuracy/
- https://www.aukom.info/fileadmin/Webdata/el/english/elearning/09/fixieren.htm
Scanning for Inspection – by Info for Moldmakers
Coord3 on Metrology News – Online Magazine
Com a chegada do novo diretor, a Coord3 tem nova estratégia para posicionamento no mercado mundial e a Métrica Latino Americana continua como representante e assistência técnica autorizada no Brasil.
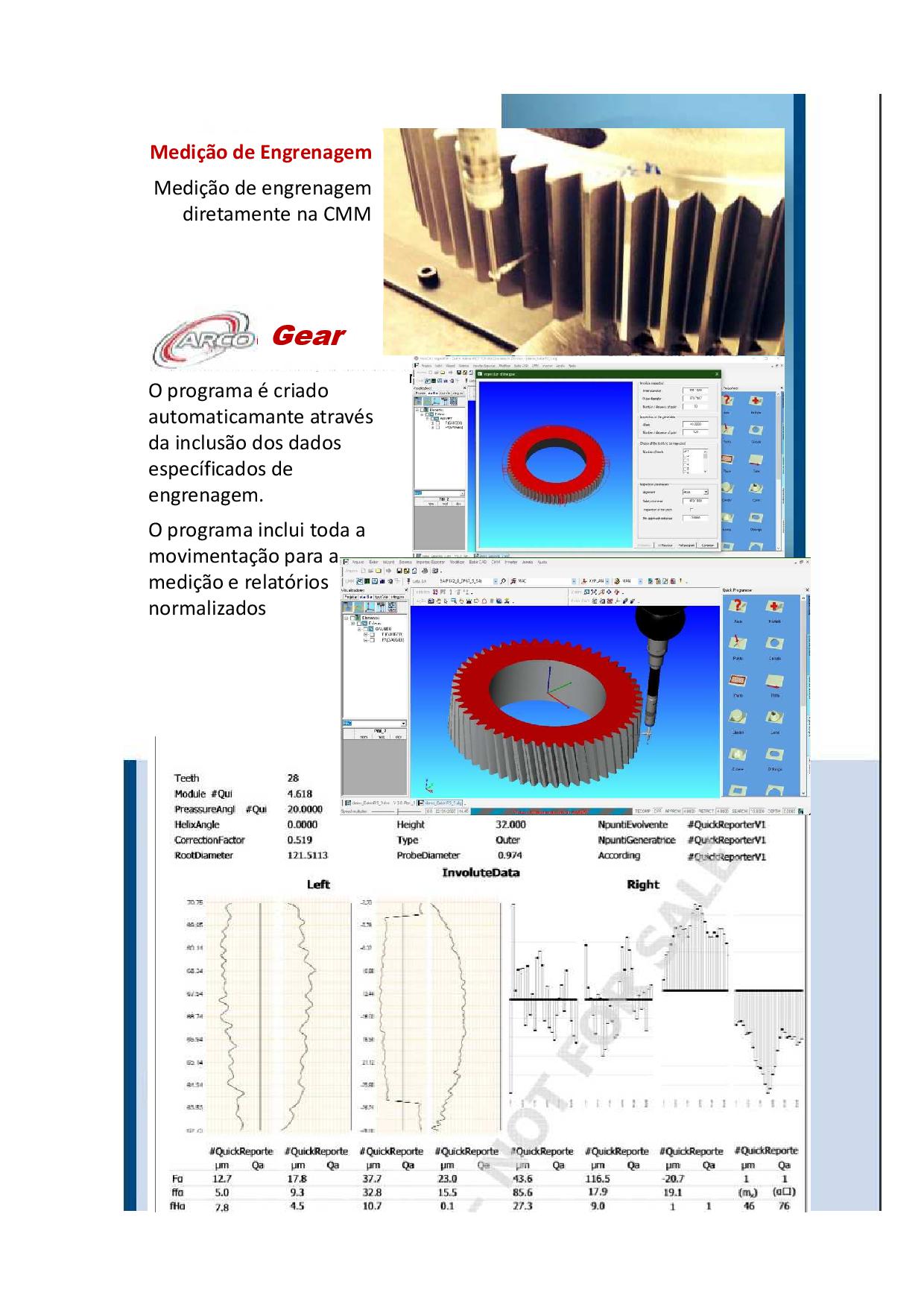
ARCOCAD Gear
22 January 2020
Arco, Artigos Comerciais, Artigos Tecnicos
Comments Off on ARCOCAD Gear
arco, engrenagens, gear, metrology, programa
Assista a “ARCOCAD – Construindo e medindo uma reta projetada em um plano” no YouTube
17 October 2019
Arco, Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
arco, Metrologia, metrology, programa, Software de Mediçao
Zephyr III na metrology news magazine


Integrando CMMs com operações de produção
1 August 2019
Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
CMM, Metrologia, metrologia4.0, metrology, Metrology Gate, metrology4.0, Software de Mediçao
Nota da tradução:
A ind. 4.0 está levando as cmm’s para as linhas de produção. Esta que já foi uma tendência, ganha força, baseada no desenvolvimento de tecnologias de construção das cmm’s para suportar os ambientes fabris e softwares capazes de disponibilizar em tempo real, os resultados de produção. Alguns fabricantes como a inglesa LK, apresentam eixos em cerâmica, garantia de 10 anos para as cmm’s ou a italiana Metrostaff, apresenta o ArcoCAD e Metrology Gate, softwares capazes de suprir as demandas de rapidez da disponibilização de dados, que a ind 4.0 exige a metrologia 4.0 deve suprir. Este são apenas alguns exemplos do desenvolvimento das tecnologias que possibilitam a instalação das cmm’s diretamente nas linhas de produção.
___________________________________________________________
Medir o trabalho no chão de fábrica pode aproximar a aplicação da medida em tempo real, para que os resultados tenham mais valor no controle do processo. E comparado com outros sistemas de medição que podem ser usados em operações de manufatura, a CMM oferece a maior flexibilidade. Uma CMM pode medir com precisão objetos de tamanhos e configurações geométricas variadas, e pode descrever a relação entre recursos separados de uma peça de trabalho. Essa flexibilidade, juntamente com a velocidade de uma CMM em relação às técnicas de medição com instrumentos ou aos medidores fixos, permite que a medição seja usada com eficiência de custo para refinar o processo e analisar as tendências do processo.
A integração da velocidade, flexibilidade e precisão das CMMs às operações de chão de fábrica tem sido uma tendência contínua. A integração do chão de fábrica faz com que a função de medição seja parte integrante do processo de usinagem. A CMM pode estar fisicamente conectada, como em uma linha de transferência, ou pode ser conectada por algum tipo de mecanismo de transferência, como um carrinho ou um veículo guiado por trilho, que move o trabalho para a CMM a partir de uma máquina operatriz.
Além do benefício óbvio do controle de processo em tempo real ou próximo ao tempo real, o medidor integrado de chão de fábrica com uma CMM tem várias vantagens. No chão de fábrica, a calibração é realizada com mais frequência pelos próprios operadores de máquinas-ferramenta, reduzindo a necessidade de inspetores especiais. Outro benefício do medidor de chão de fábrica é sua capacidade de construir um banco de dados histórico que rastreia o modo como máquinas, peças, paletes e acessórios se comportaram durante o processo de usinagem.
Tempo de Medição
Uma vantagem do medidor de chão de fábrica usando um CMM é a velocidade. As peças usinadas estão se tornando cada vez mais complexas, com mais recursos de medição e tolerâncias mais rígidas. Enquanto isso, a produção em alta velocidade com altos padrões de precisão cria uma demanda por alto rendimento de inspeção.
A vantagem mais dramática da CMM é a maior eficiência de inspeção, quando comparada com as técnicas tradicionais de ferramentas de superfície / ferramentas manuais de precisão. Por exemplo, medir a localização de um único furo usando uma mesa de desempeno e um medidor de altura pode envolver:
- Alinhar a face da peça a 90 graus com a placa de superfície;
- Indicar a borda superior e a borda inferior da abertura do furo usando um medidor de altura;
- Compar as medidas a uma referência;
- Gravar as leituras;
- Calcular a diferença entre as medidas para encontrar a localização da linha central do furo.
Por outro lado, medir o mesmo furo com uma CMM básica envolve:
- Alinhar automaticamente a peça com a CMM, medindo um plano de referência, uma linha de referência e um ponto de referência. Tempo aproximado: 30 segundos;
- Tocar o furo em quatro pontos. Tempo aproximado: 8 segundos;
- Pressionr o botão Imprimir para registrar a localização X, a localização Y e o diâmetro do furo.
A complexidade de uma peça aumenta ainda mais o tempo de inspeção para o operador usando ferramentas de medição manual. Como os medidores de altura e ferramentas de inspeção similares só medem ao longo de um único eixo, pelo menos duas configurações são necessárias para localizar detalhes na face de uma peça de trabalho. Ainda mais configurações podem ser necessárias para localizar certos detalhes. E quando vários lados de uma peça são verificados, a configuração deve ser alterada toda vez que a peça for girada. A CMM, por outro lado, pode medir múltiplas faces de uma peça sem perturbar a configuração.
Através de medições mais rápidas com menos configurações, o tempo de inspeção pode ser reduzido para apenas um décimo do tempo necessário usando técnicas de ferramentas manuais. Dez peças podem ser inspecionadas em um CMM na mesma quantidade de tempo que leva para inspecionar uma peça usando a tecnologia de mesa de desempeno.
Máquinas mais sofisticadas podem reduzir ainda mais o tempo de inspeção. O operador pode ser dispensado de tarefas demoradas, como a gravação manual de leituras, a verificação da sequência de inspeção e a realização de cálculos. Um benefício adicional das CMMs mais avançadas é a capacidade de medir comprimentos e perfis de arco. Essas rotinas são literalmente impossíveis de serem executadas usando métodos de inspeção convencionais ou até mesmo uma CMM manual.
Combater o calor e a vibração
Construir CMMs para operações de chão de fábrica é um desafio. O efeito da mudança de temperatura na máquina de medição e na peça de trabalho é o obstáculo mais difícil de superar.
Uma abordagem é compensar a expansão térmica e erros de distorção térmica por meio de sensores de temperatura colocados em pontos críticos na estrutura da máquina. Os valores de expansão e distorção que são extrapolados dos dados do sensor são usados para compensar cada ponto medido, virtualmente cancelando a influência das variações de temperatura em uma ampla faixa.
Outra abordagem está relacionada à escolha de materiais na construção do CMM. Por exemplo, o projeto da CMM “One” da Brown & Sharpe é construído em torno do uso de rolamentos de aço. Todos os outros componentes do CMM têm propriedades térmicas semelhantes ao aço para minimizar os efeitos da variação de temperatura na precisão da medição. O carro do eixo X e o eixo Z são construídos a partir de um material de matriz de carboneto de alumínio / silício que exibe um coeficiente de expansão semelhante ao do aço. Ao mesmo tempo, esse material é leve, permitindo que motores menores sejam usados na CMM, uma mudança que reduz ainda mais o peso da máquina e também reduz o calor gerado pela máquina.
Outro desafio em colocar CMMs de precisão no chão de fábrica é protegê-los da vibração. O projeto da máquina One depende de uma base composta de polímero de alta densidade para fornecer dez vezes mais amortecimento de vibração do que os materiais tradicionais. A proteção dessa base contra vibração se estende até mesmo à absorção de ruídos de alta frequência.
No entanto, outro desafio de design que não pode ser negligenciado está relacionado ao software. Devido à necessidade de maior acessibilidade quando um CMM é usado no chão de fábrica, o software pode desempenhar um papel tão importante quanto o do hardware. O software deve permitir que operadores de todos os níveis de habilidade obtenham resultados de inspeção precisos e repetíveis. O software da Brown & Sharpe faz isso incluindo rotinas automatizadas acessíveis por meio de uma interface gráfica de operação, bem como módulos de treinamento on-board e tutorial cobrindo tópicos antes, durante e depois da programação e coleta de dados. Um recurso especial reconhece o tipo de recurso que está sendo medido para criar uma representação gráfica desse recurso na tela do computador. A capacidade permite que o operador gire e amplie um modelo do recurso inspecionado para ver mais claramente onde a peça está tendendo para fora da tolerância.
Traduzido e adaptado de: https://www.mmsonline.com/articles/integrating-cmms-with-shopfloor-operations
Sobre o autor: Christine L. Witkos é gerente de produto da Brown & Sharpe (North Kingstown, Rhode Island).
Braço de medição por coordenadas – 10 dicas para se tornar um usuário experiente – by Kreon
14 July 2019
Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
aacmm, Braço medição, kreon, Laser, Metrologia, metrology
Os braços de medição são amplamente utilizados para aplicações tão variadas quanto engenharia reversa, controle de qualidade ou prototipagem rápida, e a qualidade desses sistemas portáteis é clara. No entanto, alguns fatores podem influenciar a qualidade dos dados de braços de medição – o ambiente de trabalho, o operador, a organização de tarefas.
É por isso que abaixo a Kreon dá 10 dicas para obter os melhores resultados do seu braço de medição.

Contato ou não-contato?
2 July 2019
Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
CMM, Maquinas Ópticas, metrology, Software de Mediçao, VMM
Nota da tradução:
O artigo abaixo é bastante abrangente, princialmente para quem está pensando em adquirir um sistema de medição. Seja por contato ou sem contato, o autor indica características importantes para a escolha do sistema mais adequado para determinado processo de fabricação e/ou medição. Boa leitura!
_________________________________________________________
Qual sistema de inspeção, contato ou não-contato, atende melhor às suas necessidades? Esta questão nunca foi tão oportuna quanto hoje, devido à tendência crescente de miniaturização, especialmente nas indústrias de computadores, dispositivos médicos e eletrônica. O ressurgimento de práticas de montagem seletiva e montagem de correspondência, que dependem de dados de medição mais precisos, também torna a questão especialmente oportuna. Por sua natureza, as partes menores são frequentemente mais propensas a danos, deformação e / ou contaminação, mesmo em contato leve com uma sonda. Outro fator é que as taxas de amostragem atuais geralmente são mais altas do que antes, criando a necessidade de maior velocidade de inspeção. Inspeção sem contato – óptica, vídeo e laser – resolve todos esses problemas. O impacto geral dessas tendências é que os atuais sistemas sem contato estão lidando com cerca de 40% da carga de trabalho de inspeção, e esse número está aumentando.
Os fatores que pesam na escolha do sistema de inspeção correto para sua operação particular incluem rendimento de medição, repetibilidade, precisão, custo, controle de processo e rastreabilidade, simplificação operacional, qualidade da peça e facilidade de documentação. Os fatores aumentam proporcionalmente ao volume de montagem e grau de valor agregado ao produto durante todo o processo.
A maioria dos departamentos de garantia de qualidade de manufatura exige que a incerteza de medição seja quantificada separadamente do processo de manufatura, bem como do próprio processo de medição. Para reduzir essa incerteza, você precisa de instrumentos com velocidade, precisão e excelente software estatístico para facilitar estudos de reprodutibilidade e confiabilidade de medição precisos (Gage R & R).
Os métodos de inspeção de peças mais comuns atualmente incluem instrumentos de contato e sem contato, como máquinas de medição de coordenadas, microscópios e sistemas de visão de máquina. Ao nos referirmos à inspeção sem contato, incluímos microscópios, projetores de perfil, máquinas de medição de visão e micrômetros a laser. Todos esses instrumentos medem uma dimensão sem entrar em contato com a peça de trabalho. Vamos examinar cada uma dessas alternativas separadamente.
As máquinas de medição por coordenadas (MMCs) desempenham um papel importante em vários setores como instrumentos de medição e inspeção funcionais, rápidos, precisos, confiáveis e econômicos. Com suas sofisticadas sondas mecânicas, elas fornecem uma solução prática para medir formas complexas em um grande número de tarefas. Essencialmente, eles trabalham pelo toque. Por esse motivo, eles não são tão adequados para produtos que não devem ser contatados por medo de contaminação, danos, deformação ou tamanho da peça. Se você tiver altas taxas de amostragem, dezenas de recursos, recursos dispostos em padrões ou vários eixos, os métodos de contato são lentos porque a ponta de prova deve atravessar a peça ponto a ponto.
Microscópios e projetores de perfil são ferramentas ópticas que ampliam os recursos de superfície de uma peça de trabalho e permitem ao usuário medir dimensões em uma escala linear. Alguns projetores de perfil também podem ser vinculados a um sistema de controle de processo central. Eles são simples e baratos, mas lentos. Eles são principalmente limitados a inspeção de dois eixos (X-Y), e a maioria dos projetores de perfil confia na visão e julgamento humano e quase sempre são operados manualmente.
Os sistemas de visão 3-D padrão oferecem todos os recursos de automação e recursos de medição das CMMs mecânicas do tipo de contato, mas o fazem sem entrar em contato com a peça. Em vez disso, as imagens são geradas por vídeo de alta resolução em combinação com ótica de microscópio, com leituras de borda em uma escala de cinza de 0-255 para uma resolução mais precisa e detecção de borda finita. Um sistema de vídeo distingue as bordas e a linearidade da linha com muito mais precisão do que uma que depende do olho humano. Isso porque ele depende da câmera de vídeo para capturar a forma e medir em um nível de pixel. Os sistemas de visão farão o trabalho mais rapidamente do que um microscópio ou projetor de perfil devido ao seu maior campo de visão e recursos de programação / automação. Sistemas de vídeo controlados numericamente por computador (CNC) e sistemas de visão podem medir peças de até 32 x 32 x 6 polegadas e pesando até 22 libras.
Sistemas de visão de tamanho econômico representam uma nova tendência em sistemas de contato sem contato 3D. Normalmente, eles são menores e têm preços mais baixos do que o sistema padrão de visão CNC, mas são funcionalmente comparáveis. Em essência, eles são pequenos sistemas de visão por quase o preço de um projetor de perfil high-end. Ambos os sistemas de visão sem contato (em tamanho e economia) são iguais em sua conectividade com a garantia de qualidade da planta e o banco de dados do computador. Uma unidade típica do tamanho da economia é uma configuração de bancada com uma faixa de medição de 8 pol., Eixo X, eixo de 8 polegadas e eixo Z de 4 pol. Eles são programáveis e funcionam por imagens CCD (vídeo), mas são para peças menores e cargas de trabalho menores. Os usuários de imagens em escala de cinza em vídeo têm a garantia de uma identificação de borda muito poderosa (em termos de precisão e repetibilidade).
Os sistemas de varredura a laser usam energia do laser para captar bordas. Eles desempenham um papel importante para aqueles que inspecionam dimensões únicas em trabalhos altamente repetitivos, como diâmetros, intervalos, arredondamento, alturas, larguras e linearidade. Um exemplo de aplicação é medir diâmetros gerados por máquinas de parafuso automáticas.
Em uma comparação de preços, microscópios, projetores de perfil e micrômetros de varredura a laser são menos dispendiosos do que os sistemas CNC e de visão programáveis.
Agora que abordamos cinco opções na inspeção sem contato, a pergunta óbvia é se a inspeção sem contato ou com contato é adequada para você. Vamos comparar as capacidades e limitações dos dois.
Contato vs. não-contato
Os sistemas sem contato são definitivamente mais rápidos que os sistemas mecânicos, particularmente para altas taxas de amostragem. Isso é especialmente verdadeiro se você estiver lidando com dezenas de recursos, recursos dispostos em padrões ou vários eixos. Isso porque você pode medir mais pontos, ver padrões de uma só vez e medir em três eixos em uma única configuração. Os dispositivos mecânicos de contato, ao contrário, devem atravessar a peça ponto a ponto, o que pode atrasar as coisas.
Os sistemas sem contato, como o nome indica, medem com absolutamente nenhum contato ou sondagem. São, portanto, ideais para a medição de peças de trabalho sensíveis, deformáveis e sensíveis. Isso também é pertinente quando a esterilidade dos instrumentos cirúrgicos ou o manuseio seguro de peças quentes perigosas e difíceis de manejar constituem uma preocupação.
Pontos-chave
Os principais trade-offs dos sistemas sem contato são o aumento das limitações de tamanho e peso e maior custo de capital. Portanto, é importante avaliar se as economias no custo de inspeção e custo justificam o investimento maior.
Outra limitação de um sistema sem contato é que ele só discernirá claramente os recursos visíveis no exterior de uma peça. Para medir um recurso interno, como um rebaixo em um furo, seria necessário recorrer a um sistema mecânico de contato.
Equipamentos sem contato também precisam de um ambiente operacional mais limpo do que os tipos de contato. Além disso, a maioria dos sistemas sem contato exige que os operadores sejam mais instruídos em informática do que precisam para usar sistemas mecânicos de contato.
Julgando suas necessidades
Se os seus requisitos de amostragem forem de médio a alto, os sistemas de visão CNC farão o trabalho mais rápido e com melhor custo-benefício do que os microscópios. Se você quiser definir as taxas de falha do Seis Sigma como um benchmark de garantia de qualidade, os avançados sistemas de visão de máquina CNC 3-D podem ser sua única opção. A chave é julgar se as economias no custo de inspeção e custo justificam o investimento maior em relação ao volume presente e antecipado. Um microscópio começa em US $ 7.000, enquanto os sistemas de visão custam cerca de US $ 45.000, com versões econômicas a partir de US $ 30.000.
Ao considerar os sistemas de máquina de visão, certifique-se de que eles fornecem conectividade ao sistema de garantia de qualidade da planta e aquisição de dados de computador. Mesmo unidades menores devem ser programáveis e funcionar por imagens de vídeo CCD. Certifique-se de que o sistema selecionado também forneça precisão na detecção de bordas em escala de cinza.
Equipamentos sem contato precisarão de um ambiente operacional mais limpo do que os tipos de contato, mesmo quando todas as partes sensíveis estiverem fechadas para proteção contra poeira e os contaminantes usuais.
Além disso, a maioria dos sistemas sem contato exige que os operadores tenham mais conhecimento de informática do que os sistemas mecânicos de contato. Na realidade, os operadores que lidam com paquímetros ou micrômetros podem ser treinados para usar sistemas de visão em um ou dois dias. A operação baseada em ícones permite um aprendizado rápido e intuitivo.
Foco objetivo
Agora você está pronto para juntar as peças e decidir qual sistema – entre em contato ou sem contato – funcionará para você. Com base nas suas peças de trabalho específicas, especificações do cliente e objetivos de inspeção, responda às seguintes perguntas:
Qual é a taxa de amostragem ou volume de inspeção necessário para cada peça de trabalho? Quanto maior o rendimento necessário, mais sentido o não-contato faz.
Qual é o tamanho e peso de cada peça de trabalho? Quanto menor e mais leve, maior a probabilidade de um sistema sem contato beneficiar você. Por outro lado, se a peça de trabalho for grande demais para segurar em sua mão, talvez seja melhor ter um sistema de contato. Peças maiores que 32 x 32 x 8 polegadas e mais pesadas do que 22 libras ditarão uma alternativa ao não-contato.
A parte é tão sensível que as leituras podem ser afetadas por contato, contaminação ou deformação? Se assim for, um dispositivo sem contato é obviamente sua resposta.
Quais são as tolerâncias especificadas na impressão da peça ou especificação do cliente? A regra geral que você pode aplicar aqui é que, se as tolerâncias forem menores que +/- 0,001 a 0,002 pol., Um sistema sem contato é mais adequado.
Quantos pontos, eixos e características geométricas devem ser medidos? Quanto mais pontos e eixos e mais próximo de um padrão que você precisa inspecionar, mais você deve considerar sem contato. Será mais rápido.
Os recursos estão claramente visíveis? Se não, um medidor mecânico é mais apropriado.
Cortando à perseguição: sem contato
- Qual tipo genérico de sistema sem contato é ideal para você? Observe esses fatores sobre sua operação: tamanho e peso da peça, taxa de inspeção necessária, número de eixos a serem medidos, especificações de impressão na ampliação e tolerâncias / resolução necessária. Vamos olhar cada um separadamente:
- Tamanho da peça. Quanto maior e mais pesada a peça, mais você precisará de um sistema de visão, com seu campo de visão maior. Os sistemas de visão são projetados para lidar com peças mais pesadas do que os microscópios ou projetores de perfil. Uma boa regra prática: se você puder segurar a peça em sua mão, um microscópio ou um projetor de perfil cuidará bem dela. Caso contrário, será necessária uma visão padrão ou um sistema de visão econômica.
- Taxa de inspeção necessária. Para trabalhos de pequeno volume, um microscópio ou projetor de perfil será suficiente. Mas, à medida que os requisitos de taxas de transferência aumentam, a justificativa para um sistema de visão também aumenta. O rendimento, na verdade, é a principal força que impulsiona a tendência de inspeção visual sem contato.
- Número de eixos. Para o trabalho de eixo único, vale a pena considerar todas as cinco alternativas. No entanto, para trabalhos de eixo único de alto volume, um micrômetro a laser será a primeira escolha lógica. Para dois eixos, considere o microscópio ou projetor de perfil. Mas para o trabalho em 3-D, os sistemas de visão (que podem medir em todos os três eixos com uma única configuração) são a melhor escolha.
- Ampliação necessária. Algumas impressões ou especificações do cliente exigem medição em uma ampliação específica. Em caso afirmativo, isso geralmente alternará a escolha em direção a um projetor de perfil ou microscópio que forneça a ampliação necessária.
- Tolerâncias e resolução. Os requisitos de resolução mais alta em peças com múltiplos eixos geralmente favorecem os sistemas de visão porque a imagem e a borda da peça são desenvolvidas por vídeo e medidas em escala de cinza, o que é mais preciso do que o olho humano.
Requisitos de software
Agora que discutimos hardware, vamos ao software. O sistema de computador deve ser assistido por um programa de arquitetura aberta e exibições de usuário padrão. Uma plataforma operacional Windows NT, por exemplo, torna o sistema fácil de operar ou conectar-se a um programa CAD para inserir algoritmos adicionais. Certifique-se de que seu sistema venha com ferramentas de processamento versáteis para medição flexível e algoritmos inteligentes e poderosos. Isso reduz muito o tempo total de medição, especialmente quando a peça a ser medida é complexa. Alguns fabricantes oferecem uma arquitetura de software aberta que permite recursos de medição extremamente versáteis através do uso de uma linguagem comum, como o Visual BASIC.
Se você estiver comparando sua taxa de falhas, selecione uma máquina que ofereça programas estatísticos de alto nível de desempenho contínuo. Você pode obtê-lo com os avançados sistemas de visão CNC atuais.
Selecionando fornecedores
Depois de decidir sobre os requisitos do sistema sem contato, é hora de comparar os fornecedores. Por exemplo, pergunte a si mesmo:
- O fornecedor possui um histórico de investimentos significativos em inovação? O fornecedor é um líder tecnológico?
- O pacote padrão fornece iluminação programável de quatro quadrantes? Intensidade de luz mais alta fornece condições ideais para detecção de borda de alta precisão. Você encontrará grandes variações entre os fornecedores sobre o que constitui iluminação padrão.
- Quais padrões de precisão você está usando em suas reivindicações de precisão? Fórmula U1 ou U3? O que está incluído como recursos padrão? Opcional? O pacote padrão inclui software, ótica, videocam ou processamento de imagem?
- Compare garantias e suporte pós-compra. A instalação e treinamento estão incluídos no preço cotado?
- As atualizações de hardware e software são oferecidas e a que custo?
- O software oferece coleta de dados de CEP ou funciona em conjunto com um software de CEP?
- Quão fácil de usar é o equipamento e a documentação?
- O pacote padrão oferece conectividade CAD? Como é fácil importar um arquivo CAD?
- O sistema oferece coleta de dados estatísticos? Tem algoritmos poderosos? Ela atende às suas necessidades atuais e futuras?
- Como você avalia as credenciais do fornecedor? Eles fabricam uma linha abrangente de instrumentos de inspeção para atender a todas as suas necessidades presentes e futuras? Eles estarão por perto no ano que vem? Eles estão dispostos a lidar com seus problemas técnicos exclusivos?
Inspeção para o futuro
A simplificação e a qualidade do controle de processos são importantes em qualquer negócio competitivo hoje em dia. A tendência em direção a produtos menores, mais leves e mais simples está forçando mais fabricantes do que nunca a lidar com peças muito frágeis para serem medidas com contato convencional, equipamentos mecânicos. Nesses casos, a inspeção requer sistemas que acomodem as peças, mas fornecem a precisão e o tempo de ciclo necessários. A inspeção sem contato pode ser a chave para desbloquear seus desafios de rendimento, custo e qualidade.
Sobre o Autor:
Ken Parlee is QuickVision product manager for Mitutoyo America Corp. He can be reached by telephone at (626) 961-9661, ext. 4203, or by e-mail at kparlee@qualitydigest.com .
https://www.qualitydigest.com/sept00/html/noncontact.html
3D scanning and probing applications – Kreon
1 July 2019
Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
aacmm, Braço medição, kreon, Laser, metrology, Software de Mediçao

To properly manufacture a product it is essential to meet all of the design, development and quality standards during the process
Onde posso instalar o ARCOCAD?
24 June 2019
Arco, Artigos Comerciais, Artigos Tecnicos
Deixa sua mensagen
aacmm, arco, Braço medição, CMM, kreon, Laser, Laser Tracker, Metrologia, programa, Retrofit, scanner, Software de Mediçao

Metrology Gate
6 June 2019
Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
CMM, indústria.4.0, metrologia4.0, metrology, Metrology Gate, metrology4.0, programa, Software de Mediçao
Kreon – Control 2019
27 May 2019
Artigos Comerciais, Artigos Metrologia, Eventos
Deixa sua mensagen
aacmm, Braço medição, kreon, Laser, scanner

Metrology Gate Provides Connected CMM World – Metrology and Quality News – Online Magazine

Metrologia 4.0, estamos prontos para o próximo passo?
3 May 2019
Artigos Metrologia
Deixa sua mensagen
CMM, indústria.4.0, Metrologia, metrologia4.0, metrology, metrology4.0, programa, Software de Mediçao
Metrologistas em geral, são alguns dos profissionais mais organizados da cadeia de produção de uma empresa. Metrologistas programadores de CMM, além de organizados devem ser metódicos. Essas características são os pré-requisitos da metrologia 4.0.
O termo Metrologia 4.0, vem sendo desenvolvido juntamente com o conceito da indústria 4.0, pois é quase impossível se pensar no desenvolvimento dos meios de fabricação sem pensar em como medir com a mesma eficiência e nível de automatização e geração de dados, que é um dos principais pilares da nova revolução industrial.
As cmm’s são, desde sua popularização na década de 90, os equipamentos com mais diversificação e grau de precisão nos mais diversos processos produtivos. Tanto que a indústria 4.0 está empurrando esta tecnologia dos laboratórios e salas metrológicas, diretamente para as linhas de produção. Mas ainda é uma etapa adiante, por enquanto ainda teremos muita medição executada nas salas de metrologia.
E nesse ponto juntamos tudo que citamos anteriormente, organização, automatização e geração de dados. Façamos a pergunta, estamos preparados para o proximo passo?
Pelo carácter diverso, a CMM já é um equipamento que gera muitos dados. Em uma sala de metrologia ativa, mede-se quase tudo do processo produtivo. Desde amostras recebidas de fornecedores, peças após setups de máquinas operatrizes, amostras das várias operações e/ou etapas de fabricação, além daquelas medições esporádicas para diagnose. Como são utilizados e/ou disponibilizados todos esses dados? Na etapa atual, a grande maioria destes dados são armazenados em forma de relatórios físicos ou digitais, porém de forma passiva. Ou seja, somente serão utilizados de forma reativa, caso seja necessário buscar o histórico de uma determinada produção.
Na indústria 4.0, a Metrologia 4.0 disponibilizará todos estes dados em tempo real para tomada de decisões quase que imediatas. Seremos avisados quando uma característica sair ou estiver tendeciando para os limites de tolerância. Saberemos, mesmo a distância, quando o equipamento estiver nos limites para uma manutenção, etc… Tudo isso através da geração de dados e conexão direta.
Então agora nós, metrologistas programadores de CMM, façamos algumas perguntas:
– as várias rotinas de medição que utilizo, são claramente identificadas?
– as rotinas de medição que utilizo, necessitam de alguma interação manual?
– os relatórios criados pelas rotinas de medição são claramente identificados?
– os relatórios criados são em meio digital?
– a localização dos relatórios é claramente estruturada?
– os relatórios estão disponíveis para os setores interessados?
Estas são algumas questões que podem indicar o quanto estamos preparados ou não para o próximo passo, a geração em massa de dados estruturados. Dados sem estruturação são um monte de números, tem quase a mesma valia da falta deles.
Então, como avalia o seu grau de preparação para o próximo passo?
Arco no YouTube
25 April 2019
Arco, Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
arco, Metrologia, metrology, programa, Software de Mediçao
Avanços na medição baseada em modelos reduzem o tempo de programação da CMM
19 April 2019
Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
CMM, GD&T, iso1, Maquinas Ópticas, Metrologia, metrologia4.0, metrology, programa, Software de Mediçao
Nota da tradução:
Observando o cenário da nossa indústria nacional e sempre conversando com metrologistas de cmm de vários ramos, a realidade e tecnologia indicada nesse artigo está longe da maior parte de nossas engenharias e salas de metrologia. Porém precisamos conhecer o que nos falta como recursos, se quisermos avançar em conhecimento. Boa leitura!
….
Com mais horas de trabalho sendo gastas em trabalho de programação, diferenças em programas de medição criados por funcionários e programas ineficientes sendo criados devido a problemas de proficiência, a indústria passou de desenhos 2D para modelos anotados em 3D. Vários fatores, incluindo a ênfase crescente no controle de qualidade, a crescente diversidade de peças e componentes sendo medidos, o desenvolvimento de cadeias de fornecimento globais mais complexas e ciclos de vida reduzidos, levaram a uma demanda considerável por programação de medição automática em recentes anos.
O mais recente software de geração automática de programas de medição usa CAD 3D e informações de fabricação de produtos (PMI) para permitir a geração automatizada de programas de medição com apenas um clique. Um programa complexo que anteriormente levaria cinco horas para ser concluído manualmente agora pode ser concluído em 15 minutos.
Hoje, os fabricantes aeroespaciais e de defesa usam o CMM (Coordinate Measuring Machines – Máquinas de Medição por Coordenadas) para coletar dados e comparar dados com modelos de projeto assistido por computador (CAD). Líderes globais de fabricação como Boeing, Lockheed, Raytheon, Ford e Deere juntaram-se às filiais das forças armadas dos EUA para incentivar seus parceiros, fornecedores e fornecedores a usar software de geração de programas de medição automática como parte de sua estratégia de definição de produtos digitais. Estima-se que pelo menos 35% dos fabricantes de equipamentos originais da cadeia de suprimentos do Departamento de Defesa estão usando definições baseadas em modelos (MBDs).
Um MBD é um modelo anotado em 3D e seus elementos de dados associados que definem totalmente a definição do produto de uma maneira que possa ser usada efetivamente por todos os clientes de recebimento de dados no lugar de um desenho tradicional. Embora os fabricantes tenham aplicado o MBD à definição de produto por algum tempo, eles o aplicaram apenas recentemente como um processo de garantia de qualidade. O MBD é um método muito mais eficiente de obter resultados do CMM para comparação com modelos CAD.
O aumento no MBD provavelmente é atualmente mais alto nas indústrias aeroespacial e de defesa comercial, com o mercado de dispositivos médicos seguindo o exemplo.
O software de geração automática de programa de medição ignora o antigo método baseado em desenho para gerar e executar diretamente um fluxo de trabalho baseado em modelo. O CMM é configurável virtualmente. Um MBD é importado, um conjunto de regras aplicadas e combinadas ao CMM configurado e um programa de peça é gerado automaticamente. Uma segunda otimização é realizada para reduzir o número de alterações de sonda e minimizar o comprimento do caminho.
Os programadores CMM desenvolvem regras gerais e melhores práticas ao longo do tempo. O método de medição automática captura essas regras e práticas como instruções lógicas if-then. O CMM configurado, o conjunto de regras aplicadas, as configurações individuais e a própria peça são todas salvas como uma única estrutura relacionada. Uma execução simulada pode ser executada para confirmação visual. Se forem necessárias alterações adicionais, como alterar o padrão de amostragem de linhas de grade flexíveis ou alterar o número de pontos por linha, o programa poderá torná-las instantaneamente e, em seguida, gerar novamente um relatório.
Eles podem ser salvos, recuperados e reutilizados. Eles também podem ser importados e exportados, por isso são transportáveis. O conhecimento individual pode ser generalizado e se tornar algo que pode ser aplicado e reaplicado de maneira consistente dentro da empresa e em toda a cadeia de suprimentos.
O desenvolvimento de software que gera programas de peças para inspeção está mudando a relação entre pessoas e a medição de precisão com um clique. Esses softwares sofisticados reduzem o tempo de programação em pelo menos 95%, comparado com a programação usando software de uso geral, para um aumento potencial significativo na eficiência dos processos de medição.
Benefícios do MBD
O MBD permite o dimensionamento geométrico e tolerância incorporados. O modelo CAD 3D incorpora todas as informações pertinentes do produto e dados de planejamento de inspeção de alto nível. A MBD fornece aos fabricantes vários benefícios importantes, incluindo:
– Processos simplificados.O fluxo de trabalho 3D para 2D para 3D, onde tanto o MBD quanto os desenhos são ambos mestres, é eliminado. O novo fluxo de trabalho é o CMM CNC 3D para 3D. A programação que costumava levar horas para ser concluída agora pode ser realizada em minutos.
Custos de fabricação reduzidos.
– As empresas podem obter uma economia de 95% em comparação com os métodos de programação baseados em desenhos. Nenhuma CMM física necessária.
– Os fabricantes de componentes recebem um único arquivo CAD e concluem todas as etapas necessárias para construir e inspecionar uma peça.
– Todos os detalhes e notas pertinentes são transferidos para o software de inspeção, reduzindo o risco de interpretações errôneas. Mudanças de design são incorporadas automaticamente, mesmo nas partes mais complexas.
– As discrepâncias entre o desenho e o modelo CAD são eliminadas. Maior eficiência no processo de projeto para compilação e medição.
– Rastreabilidade aprimorada. Há uma leitura direta do modelo CAD para metadados, recursos e características sem má interpretação.
– Otimização. Os parâmetros do plano são fáceis de alterar. As configurações do CMM podem ser alteradas a qualquer momento.
– Automação de fluxo de trabalho. Alguns projetos hoje já são totalmente automáticos, com máquinas conversando com máquinas e humanos, para garantir que as máquinas funcionem corretamente.
– Melhor produtividade Um programador CMM é muito mais produtivo devido à automação de tarefas de programação de baixo nível.
Traduzido de: https://metrology.news/advances-in-model-based-measurement-reduces-cmm-programming-time/
Programação de GD&T em CMM
14 April 2019
Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
aacmm, alinhamento, arco, CMM, GD&T, Metrologia, metrology, programa, Software de Mediçao


Sempre converso com os colegas de metrologia sobre o nível de experiência, habilidades e conhecimentos necessários para um bom metrologista programador em CMM. De fato, como muitas empresas de fabricação atestariam, um bom metrologista programador de CMM é difícil de encontrar. E quando o equipamento de inspeção é visto como uma sobrecarga, muitas empresas têm dificuldade em pagar um alto salário pelo nível de pessoal qualificado necessário para programar seus CMMs (afinal, os CMMs não estão produzindo peças!).
Um conjunto de habilidades que é crítico para a programação CMM é um profundo conhecimento do Dimensionamento e Tolerância Geométrica (GD&T).
Pode parecer óbvio que um metrologista programador de CMM precise entender GD&T, mas a profundidade do conhecimento necessário pode não ser percebida. Na realidade, um bom metrologista programador de CMM precisa entender GD&T tão bem quanto um desenhista. Um projetista precisa saber o suficiente sobre GD&T para aplicar referências e tolerâncias que idealmente reflitam a função da peça seguindo o padrão aplicável (ANSI ou ISO). O metrologista programador de CMM precisa interpretar o GD&T e, em seguida, aplicar as estratégias de medição para avaliar corretamente a conformidade da peça. Se o metrologista programador de CMM não entender as regras de GD&T, bem como o desenhista, a implementação de GD&T falhará logicamente.
Um desafio significativo surge devido aos variados “estilos” de GD&T que são usados em impressões diferentes. O metrologista programador de CMM precisa não apenas entender os padrões GD&T (por exemplo, ASME Y14.5-2009), mas também como ele é aplicado por projetistas com diferentes “filosofias” de GD&T. Freqüentemente, GD&T é aplicado de maneira ruim ou simplesmente inválida, mas o metrologista programador ainda precisa inspecionar a peça e fornecer resultados precisos. Isso significa que o metrologista programador de CMM precisa “entrar na mente” do desenhista avaliando a impressão e observando como o desenhista usa referências e diferentes tolerâncias geométricas. E pode ser necessário interpolar as lacunas ou fazer o melhor julgamento sobre o que fazer com uma chamada inválida ou incorreta.
Em muitos casos, a única maneira de trabalhar adequadamente em callouts de GD&T ruins / inválidos é obter esclarecimentos do desenhista. Mas, muitas vezes, isso simplesmente não é uma opção. Assim, os metrologistas programadores de CMM precisam tomar as melhores decisões possíveis e seu nível de conhecimento e experiência em GD&T faz uma enorme diferença. E, claro, eles também devem documentar claramente os métodos usados, especialmente quando o GD&T não é claro ou inválido. A realidade muitas vezes não dita é que, dependendo de coisas como alinhamentos de dados e cálculos de recursos, pode haver resultados significativamente variados em qualquer parte específica.
A última coisa que alguém quer é um CMM que simplesmente produz números. Uma vez que a CMM obtém a reputação de ser um gerador de números aleatórios, pode ser difícil restaurar seu lugar de importância para a manufatura.
Tomar decisões para a programação de CMM com GD&T pode ser bastante difícil. Quanto mais o metrologista programador de CMM entende o GD&T e como ele é aplicado na indústria, maior a probabilidade de que ele seja capaz de criar um programa de CMM que determine adequadamente a conformidade da peça. Também é importante que o metrologista programador de CMM possa fornecer resultados que forneçam um feedback claro àqueles na manufatura para monitorar e melhorar os processos. Os números que as necessidades de fabricação para o feedback do processo podem ser bem diferentes daqueles que determinam a conformidade da peça. Se bem implementado, os CMMs podem fornecer valor significativo de fabricação.
A experiência em GD&T é apenas um dos componentes críticos para uma boa programação em CMM.
Texto traduzido e adaptado de:
Jordan Pepin, GDTP-S, Presidente da Applied GD & T, LLC
NIST metrology toolbox
Link: http://www.nist.gov/publicatio n-portal.cfm
By: Metrologistas sem fronteiras ( André R. Souza)
Assista a “Skyline : a three scanners’ range for Ace measuring arm” no YouTube
29 March 2019
Artigos Comerciais, Artigos Tecnicos
Deixa sua mensagen
aacmm, Braço medição, kreon, Laser, metrology, scanner

Assista a “ArcoCad – Medindo perfil_2” no YouTube
1 March 2019
Arco, Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
arco, perfil, Software de Mediçao
ArcoCAD – Personalizando salvamento de relatórios
22 February 2019
Arco, Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
arco, metrologia4.0, metrology, metrology4.0, programa, Software de Mediçao
O salvamento persnalizado de relatórios diretamente na rotina de medição reduz tempo de análise e reduz a possibilidade de erro. Assim, todos os relatórios criados pela rotina de medição sempre serão armazenados em um único local, escolhido pelo metrologista no momento da criação da rotina de medição.
ArcoWiki
14 February 2019
Arco, Artigos Tecnicos
Deixa sua mensagen
arco, Metrologia, metrology, Software de Mediçao

A enciclopédia virtual do ArcoCad.
Scanning arm – Ace Skyline – Kreon – scan wide scan fast
13 December 2018
Artigos Comerciais, Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
Braço medição, Laser, Metrologia, metrology


Conservação e manutenção da CMM
26 November 2018
Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
CMM, Manutençao, Metrologia, Serviços
No tópico de manutenção, é importante diferenciar entre manutenção preventiva e reativa. A manutenção reativa é o processo de reagir a equipamentos defeituosos, ineficazes ou danificados e repará-los ou substituí-los para que a função pretendida seja alcançada.
Essencialmente, a manutenção reativa ignora quaisquer medidas preventivas e simplesmente lida com um problema ou questão quando é relatada, enquanto na manutenção preventiva, o principal objetivo da manutenção é evitar ou mitigar as conseqüências da falha do equipamento. O trabalho de manutenção preventiva inclui testes, medições, ajustes e substituição de peças com o objetivo de manter equipamentos e instalações em condições operacionais satisfatórias.
Cuidados do dia-a-dia para a CMM
Como acontece com todas as máquinas eletromecânicas, uma Máquina de Medição por Coordenadas (CMM) está sujeita a influências ambientais e de uso que, com o tempo, podem causar falhas na máquina durante a operação. Muitos fatores externos influenciam o desempenho de um CMM. São vibrações, flutuações de temperatura, contaminação, colisões, poeira, umidade, uso e desgaste.
Além de maximizar o desempenho e a vida útil da máquina, a manutenção regular aumenta a segurança da máquina, reduz o tempo de inatividade e avarias não planejadas, monitora e analisa falhas progressivas, ajuda no planejamento de peças sobressalentes e seu custo pode ser planejado.
Uma boa manutenção ajuda a economizar custos, caso seu processo de qualidade, na fabricação depende da CMM e de outros processos de medição. Ao possuir uma CMM, a falha em reconhecer a importância do serviço e manutenção periódicos pode levar a avarias regulares até mesmo da melhor CMM e dar origem a muitos esforços de manutenção reativos.
A quebra de sua CMM também significa a quebra de sua cadeia de qualidade de fabricação, afetando pesadamente e indiretamente as máquinas de fabricação, aumentando seus custos gerais de avaria. Em vez de combate a incêndios constante, colocando pressão sobre o prestador de serviços e seus clientes, realizar uma análise de causa raiz hoje para uma solução mais permanente.
Quatro dicas de conservação e manutenção para a CMM, que podem ser feitas pelo metrologista:
1. Guia ou pista dos patins
A pista é parte da mesa de medição e deve ser limpo da mesma forma que a mesa de medição. Partículas de poeira e a menor das rebarbas nos entalhes podem danificar os patins de ar. Limpe a pista diariamente ou, se necessário, com mais freqüência.
2. Pontas de medição ou stylus
As pontas devem ser manuseadas com cuidado. Se for exercida força, a fixação colada entre a ponta da caneta e o eixo da ponta pode se separar e o eixo da ponta pode dobrar ou até mesmo quebrar. Não exerça força durante a limpeza.
Limpe as pontas com um pano sem fiapos. Use um agente de limpeza, se necessário. Verifique se a ponta do stylus está livre de resíduos de agente de limpeza. Se o material da peça de trabalho se assentar na ponta, ele poderá ser removido com solventes especiais. Um depósito de alumínio pode ser removido com solução de NaOH a 10 por cento (solução de hidróxido de sódio) ou com solução de KOH a 10 por cento (solução de hidróxido de potássio) .Certifique-se de que a exposição às soluções não seja muito longa, pois podem atacar o adesivo usado para colar a ponta. para o eixo do stylus Para limpeza, proceda da seguinte forma:
Use luvas de borracha e óculos de segurança.
Mergulhe um pano em um dos dois solventes e limpe o elemento da sonda com o pano. Lave a ponta do stylus imediatamente com água e seque-a.
3. furos roscados
A poeira pode se acumular nos furos e roscas rosqueados. A fim de garantir o perfeito estado dos fios, remova todos os depósitos de sujeira dos furos roscados com um aspirador de pó.
4. Esfera de Referência
A esfera de referência deve estar limpa e em perfeitas condições para garantir a qualificação correta.
Limpe a esfera de referência com um pano sem fiapos. Use um agente de limpeza, se necessário.
Certifique-se de que a esfera de referência esteja livre de resíduos do agente de limpeza.
Intervenções mais especificas, como limpeza de patins e sistema de alimentação pneumática, troca de componentes dos sistemas de tração dos eixos, por exemplo, devem ser executados por técnicos treinados e habilitados.
Precisão tem preço
22 October 2018
Artigos Comerciais, Artigos Metrologia, Artigos Tecnicos
Deixa sua mensagen
Atualizaçao, Braço medição, CMM, indústria.4.0, Manutençao, Metrologia, metrologia4.0, metrology, metrology4.0, programa, Serviços, Software de Mediçao
O custo da compra de uma CMM ou AACMM, é apenas o custo inicial para implementação dessa tecnologia no seu processo produtivo. Esta é uma observação importante, que normalmente é desconsiderada nas etapas de planejamento para a escolha e compra dessa tecnologia. Os custos após a compra independem se você planeja comprar uma CMM ou AACMM nova ou usada.
O custo de treinamento é o primeiro a ser considerado. Normalmente este custo aparece juntamente com a compra. Mas há uma tendência de minimizar, diminuindo o tempo dessa etapa. Então minimizar o tempo de treinamento, justificando pelo tempo e custo, terá impacto direto no aproveitamento de todo o potencial do equipamento adquirido.
Uma vez instalado, funcionando e metrologistas, devidamente treinados, deverão ser considerados os custos periódicos e eventuais necessários para a manutenção e atualização do conjunto (HW+SW).
Atualização e/ou manutenção do software (SW), é um ítem normalmente desconsiderado como custo. Há pelo menos, duas consequências diretas dessa desconsideração. Uma, é o custo elevado de um chamado emergencial para manutenção ou suporte. A segunda é descobrir que o custo para atualização do software tem valor importante quando se passa longo tempo da compra do equipamento.
Manutenção do hardware (HW) é outro custo desconsiderado durante o planejamento. Manutenção de equipamentos como CMM’s e AACMM’s, assim como equipamentos de tecnologia avançada, devem ser executadas por técnicos habilitados e experientes. Chamados emergenciais tem custo elevado. E por experiência, sabemos que manutenção preditiva evita e/ou minimiza manutenções corretivas.
E aqui vai uma observação. Nos últimos anos as empresas tem oferecido contratos anuais se suporte e atualização, que em geral, tem custo menos elevado e a vantagem do planejamento desse custo.
O custo com calibração e/ou certificação é um custo frequente enquanto o equipamento estiver em pleno uso. Normalmente os fabricantes recomendam que ajustes geométricos e calibração sejam executadas anualmente. Mais uma dica, este custo pode ser minimizado, se o metrologista acompanha e conhece a performance da CMM ou AACMM durante um período entre uma calibração e outra, e assim alterar a freqüência de calibrações para minimizar este custo.
E ao final um custo que é de longe, o mais desconsiderado; a remuneração do metrologista responsável pela operação e resultados emitidos pelo investimento em uma CMM. O investimento alto tem por necessidade, ter à frente do equipamento um profissional com alto nivel de conhecimentos, basta verificar nas exigências de conhecimentos e habilidades em anúncios de cargos para metrologistas. E aqui uma observação de alguém que atua em instalações e treinamentos para metrologistas de cmm’s. O pior aspecto para a empresa que investe um alto valor em uma cmm é a alta rotatividade dos metrologistas.
Os aspectos de custo de um equipamento de medição por coordenadas, indicados acima, além daqueles de menor impacto como reposição e/ou compra de acessórios, devem ser considerados para que a compra do equipamento não se torne um problema e sim, uma decisão para agregar valor ao produto final.
Metrologista de CMM na ind4.0

Me parece que a onda chegou. Com muito mais frequência, estamos vendo artigos e mais artigos sobre indústria 4.0. Um bom aspecto disso é a disseminação da ideia. Outro bom aspecto é que especialistas dos mais variados setores começam a compartilhar conosco, os conhecimentos e perspectivas nos vários setores, acerca do que é conhecido como a 4a revolução industrial.
Mas na prática, o que muda ou deveria mudar no seu dia a dia de trabalho em um laboratório ou sala de metrologia?
Primeiramente é aproveitar essa grande quantidade de informações conceituais e identificar o que já está adequado ou, o que ainda falta para entrar de vez na Ind 4.0.
Se você utiliza uma cmm, saiba que tem nas mãos um dos equipamentos mais versáteis e importantes em uma metrologia, portanto a possibilidade de alavancar a evolução na empresa em que atua. Por uma cmm, instalada em uma sala de metrologia média, medem-se peças de set-up, calibres ou dispositivos de montagem, peças das várias etapas do sistema produtivo, peças finalizadas, etc… Observe então, a grande quantidade de informações geradas por uma cmm. Mas, algumas perguntas inevitáveis:
A grande quantidade de informação gerada, é correta? É confiável? É disponibilizada de forma rápida e eficiente?
Sugiro um exercício para identificar o quanto seu processo de medição está avançado.
Digamos que uma das funções é medir peças para alimentar o sistema de dados estatísticos (CEP, por exemplo):
1- existe um programa de medição específico para a peça recebida ou deve criar um programa toda vez que recebe uma peça?
2- se existe um programa, é fácil identificar e buscar o programa específico para a peça recebida?
3- existe dúvidas sobre a fixação ou posicionamento para medição?
4- ainda sobre o programa, há medições manuais ou o programa é executado totalmente em modo automático (cnc) ?
5- sobre os resultados, o relatório deve ser impresso ou deve ser em forma de dados (txt, por exemplo) ?
6- a forma como esses dados são indexados e guardados é automatizado ou é manual?
7- como os resultados são introduzidos no sistema estatístico, digitados ou diretamente enviados da cmm?
9- e finalmente, quanto tempo demora entre a medição e os resultados chegarem no setor interessado, para que então sejam base para uma decisão?
Estes são apenas alguns dos questionamentos que nós metrologistas podemos fazer acerca do nosso processo de medição para avançar em direção da organização necessária para a ind4.0. Observe que nem falamos ainda, da necessidade de investimentos.
Mas se já existe um nível de organização considerável, é hora de começar a pensar em ferramentas e/ou sistemas como o Metrology Gate, que trazem a aplicação de [big data], um dos pilares da Ind 4.0.
Insisto em dizer que a onda 4.0 chegou e para quem tem a disposição em evoluir, este é o momento. O metrologista, em geral, é um profissional privilegiado em termos de acesso a grande quantidade de informações dos processos em que atua, portanto tem a possibilidade de auxiliar e/ou impulsionar a implantação da Ind 4.0.
Adilson Pimentel, metrologista.
E por falar em Ind 4.0…
Levantamos para conhecimento este novo produto que está sendo lançado no mundo: Metrology Gate, parece que finalmente estamos passando da teoria para a pratica.
O produto foi apresentado pela primeira vez na feira IMTS 2018 em Chicago no site na empresa Lk Metrology.
Veja o site www.metrologygate.com e um video promocional bem interessante.
Eu, Metrologista na indústria 4.0
8 September 2018
Artigos Metrologia, Artigos Tecnicos
3 Comentários
indústria.4.0, Metrologia, metrologia4.0, metrology, metrology4.0
Eu, Metrologista na indústria 4.0
Industry 4.0 and industrial internet of things concept with vector illustration of a connected digital world, Copyright https://www.manufacturingglobal.com/leadership/leadership-40-training-revolution
Indústria 4.0 é uma realidade, mesmo que na prática ainda não estejamos inseridos nessa revolução, precisamos nos preparar.
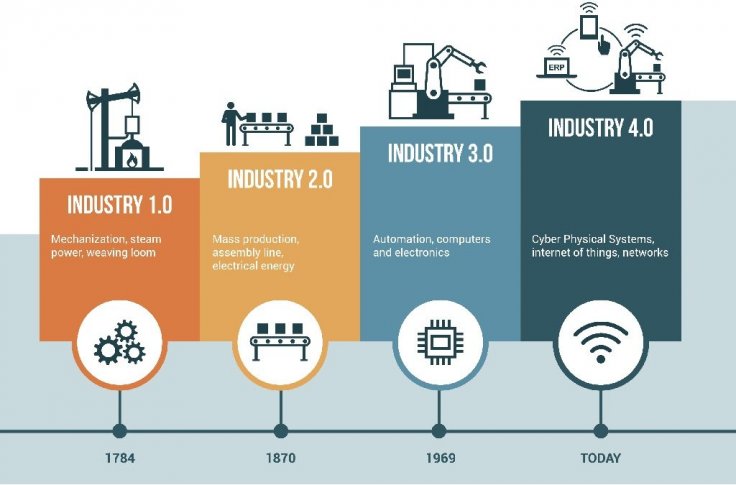
O conceito ou o termo não é tão atual, foi usado pela primeira vez em 2011 e uma pesquisa rápida pela Internet já possível de nos atualizar sobre o conceito e histórico da 4a revolução industrial.
Uma realidade incômoda, pouco difundida, é a posição do Brasil em relação ao avanço indústrial. Se você está familiarizado com o histórico da evolução da indústria, basta observar de forma ampla o processo produtivo em que atua. Se este processo é altamente automatizado, parabéns você atua em uma empresa compreendida no que seria a indústria 3.0, realidade muito a frente da maior parte da indústria nacional, que está situada na transição do que seria a indústria 2.0 para a indústria 3.0, conforme especialistas.
“A boa notícia é que não precisaremos passar por todo o processo de modernização fabril ocorrido nos países desenvolvidos nas últimas décadas para poder abraçar as tecnologias da Internet Industrial e da Indústria 4.0. Podemos e devemos queimar etapas. O que não podemos fazer é ignorar essa revolução se quisermos preservar a indústria presente no Brasil e prepará-la para esse novo panorama competitivo. – José Rizzo, fundador da Pollux”
Neste ponto começo a pensar como eu, metrologista, posso contribuir para a viabilização e/ou a análise do impacto dessa transição no processo em que atuo. O metrologista é um profissional altamente inserido na qualidade do processo produtivo, basta observar os requisitos técnicos, acadêmicos e experiência requisitadas para preenchimento de um cargo de metrologista.
Como fazer então?
Na prática a metrologia já é o centro de dados [big data] do processo produtivo em geral. Ali são coletados todos os dias, dados de todas as peças, estações de trabalho, calibres, etc… Tudo o que tem efeito no processo produtivo deve e é medido. Tais dados são gerados e emitidos através de relatórios ou enviados para alimentar sistemas estatísticos, em qualquer uma das alternativas, a análise e tomada de ação não é imediata. Agora, e se tais dados forem imediatamente disponibizados para cada posto de trabalho em tempo real?
Agora imagine que sou um metrologista de uma cmm. Será que as rotinas de medição que utilizo todos os dias, são bastante otimizadas para evitar erros de alinhamento, posicionamento ou mesmo a medição de uma peça incorreta? Será que disponibilização dos dados medidos é feita forma inequívoca e estruturada?
Estes são apenas alguns exemplos de análise ou verificação do quanto meu processo de medição está avançado em direção a indústria 4.0.
Uma vez que é consenso, de que a indústria brasileira em geral não terá uma transição imediata, ainda temos muito trabalho a fazer e muito trabalho a fazer tem sinônimo de oportunidades de crescimento profissional e de negócios. Eu, metrologista, justificado por todo o contexto de conhecimento, posicionamento no processo produtivo e ferramentas à disposição, tenho a oportunidade de contribuir com muito peso na transição para a indústria 4.0.
Adilson Pimentel, Metrologista.
Copyright https://www.ibtimes.co.uk/mind-gap-industry-4-0-future-manufacturing-1665243
20 ° C – Um breve histórico da temperatura de referência padrão para medições dimensionais industriais
Um dos princípios básicos da metrologia dimensional é que uma dimensão parcial muda com a temperatura devido à expansão térmica. Desde 1931, os comprimentos industriais foram definidos como o tamanho a 20 ° C.
O artigo “20 °C—A Short History of the Standard Reference Temperature for Industrial Dimensional Measurements” discute a variedade de temperaturas padrão que estavam em uso antes desses dados, os esforços de C.E. Johansson para atender a essas variações e o do National Bureau of Standards para levar os Estados Unidos ao eventual padrão mundial.
Traduzido de:
20 °C—A Short History of the Standard Reference Temperature for Industrial Dimensional Measurements
Assista a “Arco – Transformação de modelos” no YouTube
Pontas de Medição
25 November 2014
Artigos Comerciais
Deixa sua mensagen
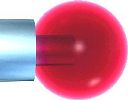
Acessórios, Itp, Pontas de Mediçao, Pronta Entrega, Renishaw, Zeiss
Você procura um Fornecedor de Qualidade em Pontas de Medição? |
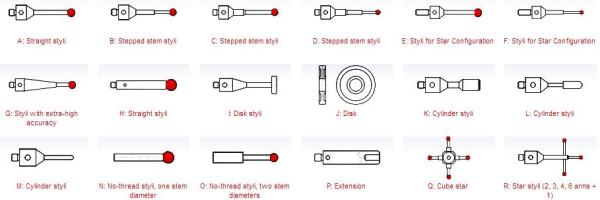 |

A Métrica Latino Americana, tradicional fornecedora de produtos e serviços para controle de qualidade e metrologia, está fornecendo pontas de medição importadas dos melhores fabricantes do mundo, em diversos tamanhos, roscas, materiais e configurações de acordo com qualquer necessidade de medição. Para facilitar os processos de compra e reduzir os tempos de consulta, a MLA colocou à disposição dos clientes em seu site, uma ferramenta de consultas e compras online www.pontas.metricabrasil.com.br , onde basta preencher algumas informações e a oferta será gerada automaticamente.
O primeiro site de venda de pontas online no Brasil!!!
Com uma linha completa de pontas e acessórios para tridimensionais, a Métrica é hoje uma das principais fornecedoras do Brasil, garantindo sempre qualidade, prazo de entrega e preço competitivo.
Fornecemos pontas e extensões de rosca M2, M3, M4, M5 e M6 para diversos equipamentos como: Apalpadores Renishaw, Tesa, Zeiss, Marposs, Heidenhain, Blum, M&H, Pontas para Braços de Medição 3D de todas as marcas e medidoras de engrenagem, etc.
|


Acesse ao formulário de contato para organizar a sua demostração.
Atualização de Braço de Medição
25 November 2014
Artigos Comerciais
Deixa sua mensagen
Atualizaçao, Braço medição, CMM, Retrofit, Software de Mediçao
|
 A Italiana Metrostaff e a Brasileira Métrica Latino Americana, tradicionalmente conhecidas como fabricantes e distribuidoras do Software ARCOCAD, lançaram no mercado a linha de softwares PREDICT e PREDICT CAD, para Braços de Medição 3D e máquinas CMM manuais. A Italiana Metrostaff e a Brasileira Métrica Latino Americana, tradicionalmente conhecidas como fabricantes e distribuidoras do Software ARCOCAD, lançaram no mercado a linha de softwares PREDICT e PREDICT CAD, para Braços de Medição 3D e máquinas CMM manuais.
Estes softwares vem tendo excelente aceitação pela ótima relação custo x benefício, já que os principais softwares existentes no mercado, tem recursos que muitas vezes não são utilizados e seu preço geralmente é muito alto, chegando a custar mais que o próprio equipamento.
Aqui estão algumas VANTAGENS pelas quais você deve considerar a linha PREDICT no seu Braço 3D ou na sua tridimensional manual:
|
 Seu Braço de Medição 3D está com software ANTIGO e DESATUALIZADO?
Seu Braço de Medição 3D está com software ANTIGO e DESATUALIZADO?
Predict…a medição finalmente sob medida para você!
Acesse ao formulário de contato para organizar a sua demostração.
Serviços de Topografia
24 November 2014
Artigos Comerciais
Deixa sua mensagen
Laser Tracker, Pronto atendimento, Serviços, Topografia
|
|
Nunca se sabe quando a sua máquina ou sua linha de produção vão parar, e é nessas horas que conhecemos os verdadeiros Parceiros em serviços industriais. |
 |
A Métrica Latino Americana entende sua necessidade de contratação de urgência e sem burocraciae de uma rapida reação. E’ por isso que a nossa equipe especializada em:
està a sua disposiçao e no seu tempo para atende-lo nesses momentos críticos. |
Aqui estão algumas boas razões pelas quais você deve considerar a MLA em comparação com outras empresas existentes no mercado |
 |
|
|
Acesse ao formulário de contato para organizar a sua demostração.
Promoção do Final do Ano 2014 para Linha Vision Engineering
7 October 2014
Artigos Comerciais
Deixa sua mensagen
Maquinas Ópticas, Medição 2D, Promoção, Vision Engineering
|
||||||
|
||||||||||||||




Acesse ao formulário de contato para organizar a sua demostração.
As Diferenças entre Laser Tracker e Teodolito.
![]() Muitas empresas ainda insistem na utilização do Teodolito e das estações Totais na Topografia Industrial de precisão pelo seu baixo custo, porém esquecendo-se que os equipamentos de produção estão cada vez mais precisos e que necessitam de um meio de controle também mais preciso e rápido para sua geometria e redução dos tempos de parada de máquina e a melhoria e confiabilidade dos resultados.
Muitas empresas ainda insistem na utilização do Teodolito e das estações Totais na Topografia Industrial de precisão pelo seu baixo custo, porém esquecendo-se que os equipamentos de produção estão cada vez mais precisos e que necessitam de um meio de controle também mais preciso e rápido para sua geometria e redução dos tempos de parada de máquina e a melhoria e confiabilidade dos resultados.
Outro fator importante que vem trazendo cada vez mais empresas a utilizar o Laser Tracker na medição de suas máquinas é a possibilidade de ajuste simultâneo, característica que não existe nos teodolitos, e a velocidade de medição que reduz os tempos de ajuste e consequentemente, a economia de recursos e a retomada da produção em tempo recorde.
É muito frequente também encontrar empresas insatisfeitas com a baixa repetibilidade dos resultados entre uma medição e outra quando se utiliza o Teodolito convencional, o que não ocorre com a Topografia do Laser Tracker que além de garantir boa repetibilidade dos resultados, ainda fornece relatórios bem detalhados e muitas vezes bem ilustrados com uma nova construção da máquina em versões em 2D ou 3D.
O que as empresas que utilizam o Laser Tracker em suas paradas de manutenção estão gradualmente aprendendo é a excelente relação custo x benefício de contratar um serviço especializado com Laser Tracker.
Como você escolhe suas pontas de medição?
 SAIBA COMO ESCOLHER AS PONTAS IDEAIS PARA CADA MEDIÇÃO E TIPOS DE MATERIAIS EXISTENTES.
SAIBA COMO ESCOLHER AS PONTAS IDEAIS PARA CADA MEDIÇÃO E TIPOS DE MATERIAIS EXISTENTES.
As pontas de medição são elementos fundamentais para a correta coleta de pontos e por conseqüência uma medição confiável.
Constantemente são consideradas como um elemento de pouca significância entre os elementos que participam da precisão da máquina CMM, mas, mesmo na sua aparente simplicidade as pontas de medição tem características que precisam de muita atenção.
A três principais características das pontas tradicionais do mercado são:
- Esfera de contato, amigavelmente chamada de “bolinha” ou “rubi” pelo material utilizado em sua fabricação;
- Haste que determina o comprimento da ponta;
- Medida da Rosca que se aplica para cada tipo de equipamento ou apalpador (M2, M3, M4, M5 e M6).
Estas características precisam ser escolhidas utilizando uma regra simples, clara e eficaz. “Usar a maior esfera possível associada à menor haste possível”.
As razões que levam a esta decisão estão na mecânica do contato da ponta com a peça. Sabemos que a medição em CMM é dinâmica e que, para realizar um toque, a máquina encosta na peça e uma vez aberto o contato do apalpador, ela volta automaticamente ou, em caso de máquinas manuais, é o próprio operador que retira a ponta para ir ao toque seguinte.
Durante esta fase, por mais delicada e amortecida que seja, a ponta recebe um esforço mecânico, uma verdadeira colisão que determina flexões da haste. São as suas características mecânicas que reduzem estas flexões quase a um valor nulo, por isso um material como alumínio não seria adequado para a haste.
Os materiais que geralmente são utilizados para hastes:
Aço inoxidável
- Fibra de carbono
- Cerâmica
- Metal Duro.
A escolha do material é baseada na condição de uso, pois, como sempre em Metrologia não se tem uma solução absoluta, mas tudo é relativo à aplicação.
O Material mais eficaz é a fibra de carbono, pois pode ser usada na fabricação de pontas muito compridas garantindo um peso muito reduzido e tendo um desvio térmico muito pequeno.
Devido às restrições de diâmetro da haste (que precisa ser conectada a uma base em aço) a fibra de carbono não se aplica em pontas menores, geralmente utilizadas em pontas acima de 50 mm de comprimento e esferas com diâmetros maiores que 4 mm.
O material mais comum na linha de pontas de medição de comprimentos entre 10 e 30 milímetros é o aço inoxidável. Este material permite a usinagem de haste para que possa hospedar tranquilamente esferas de diâmetros pequenos. A grande vantagem da escolha do aço é que, além de sua rigidez consistente, a haste é usinada em um único bloco sem necessidade de junções do corpo da ponta com a base da rosca.
Para diâmetros de esfera abaixo de 1,0 mm o melhor material que pode ser utilizado, mantendo a devida rigidez é o Metal Duro, pois diâmetros de haste tão pequenos seriam dificilmente construídos com cerâmica ou em aço inox.
Porém, diâmetros de esfera acima de 30 mm, o peso tanto do aço quanto do Metal Duro começa a ter uma desvantagem relevante e podem induzir a falsos toques durante a movimentação da máquina, obrigando assim o operador a escolher sensores mais rígidos, diminuindo a repetitividade do equipamento, já que a força necessária para abrir o contato aumenta.
A partir de 30mm de comprimento a cerâmica representa uma boa alternativa, pois é rígida, leve e não tem significativos desvios térmicos, inclusive, devido a sua rigidez muito alta, quebra muito facilmente durante as colisões, esse material absorve o impacto e minimiza assim os reflexos no sensor, atuando muitas vezes como um “fusível” mecânico.
O fenômeno das colisões é outro fator que pode afetar a precisão da haste e os resultados da medição, pois uma colisão utilizando uma ponta de aço pode entortá-la de forma imperceptível, e tranquilamente agregar vários centésimos de erro na medição. Por esse motivo, após uma colisão particularmente forte é sempre aconselhável medir a esfera de calibração para conferir o estado das pontas ou até mesmo re-calibrar os apalpadores.
Voltando a escolha das pontas de medição e seguindo a regra acima exposta, o diâmetro da esfera precisa ser o maior possível, isto é, para evitar influências da rugosidade da peça durante a captura dos pontos e também para aumentar a diferença entre diâmetro da haste e o rubi, aumentando assim a tolerância mecânica contra possíveis toques indevidos da haste em lugares críticos.
Existem pontas construídas de acordo com particularidades das medições e de acordo com as necessidades das características a serem medidas. Elementos profundos como cilindros ou cavidades são medidos com pontas semi-esféricas de diâmetro 18 mm ou 30 mm.
O diâmetro dessas pontas é superior ao diâmetro dos sensores tradicionais (TP2, TP20, TESASTAR, ou TP6) e permite assim a penetração na peça sem necessidade de recorrer a extensões de pontas muito compridas que trazem problemas de peso e flexão.
O principal material na fabricação das esferas de medição é sem duvida o rubi sintético. Este material é um derivado do oxido de alumínio e tem uma dureza excelente e quase imbatível comparado com outros materiais.
Esta característica, que faz que o rubi seja em geral o melhor material, acaba sendo uma desvantagem quando usado em processo de escaneamento continuo no qual o contato esfera/peça é constante durante a medição.
Se a peça for feita de um material mais macio como o alumínio, a dureza do rubi acaba “extraindo” material da peça criando assim um anel de alumínio em volta da esfera.
 Esta sujeira altera a forma e diâmetro original da esfera, por isso o material mais indicado em aplicações de escaneamento em alumínio é o Nitrito de Silício, que não mostra o fenômeno de “extração” de alumínio durante a medição.
Esta sujeira altera a forma e diâmetro original da esfera, por isso o material mais indicado em aplicações de escaneamento em alumínio é o Nitrito de Silício, que não mostra o fenômeno de “extração” de alumínio durante a medição.
Fatalmente, como comentado anteriormente, não existe uma única solução, pois mesmo o Nitrito de Silício tem a suas desvantagens mecânicas (além dos fatores custo).
Se for utilizada para escaneamento em peça de material ferroso (ferro fundido, aço, etc.) a esfera em Nitrito de Silício apresentará desgaste muito rapidamente devido a abrasão, e por esta razão, se for escanear estes tipos de materiais, deve-se optar pela esfera em Zircônio que tem uma dureza parecida, mas não apresenta os mesmos desgastes.
Considerando todos estes fatores durante a escolha das pontas de medição, junto com a boa prática de limpeza da esfera de medição antes de iniciar as medições, auxiliam na continua busca para eliminar os microns de erros durante as medições tridimensionais.
A importancia de aferir sua maquina para garantir uma boa producão
 Com a evolução dos processos produtivos, o aumento da precisão nas máquinas operatrizes e a utilização de apalpadores in-process como os “ Diadur Heidenhain” para setup de peças e inspeção de características, se faz necessário garantir a precisão e o correto posicionamento de seus eixos longitudinais.
Com a evolução dos processos produtivos, o aumento da precisão nas máquinas operatrizes e a utilização de apalpadores in-process como os “ Diadur Heidenhain” para setup de peças e inspeção de características, se faz necessário garantir a precisão e o correto posicionamento de seus eixos longitudinais.
O mapeamento em tempo real da movimentação da máquina operatriz com interferômetro laser da Renishaw, possibilita realizar testes de posicionamento, erro angular, esquadro, planeza, retilineidade, desempenho dinâmico e vibração, para um melhor ajuste e a compensação da tabela de parâmetros.
Outra técnica importante que vem sendo utilizada preditivamente é o diagnóstico geométrico com a utilização do Ballbar fabricado pela Inglesa Renishaw.
Com ele é possível com uma simples interpolação do equipamento no eixo da máquina, realizar testes e detectar falhas como: esquadro, folga no fuso de esferas, circularidade, pico de reversão dos motores, folga lateral em guias e barramentos, erro de escala, retilineidade, entre outros.
O Laser Tracker também vem sendo utilizado na geometria e montagem de máquinas na verificação de esquadro, nivelamento, deslocamento linear e outras características.
Esses meios avançados de medição, tem auxiliado às equipes de manutenção das principais empresas na redução de tempo de máquina parada, na redução dos custos de manutenção e na redução dos refugos e na melhoria da qualidade das peças que reduzem também os tempos de medição na sala de medidas.
É possível transformar uma máquina Tridimensional manual em cnc?
 Esta dúvida é muito frequente nas empresas que possuem máquinas manuais e que necessitam aumentar a velocidade de medição e sonham em ter uma máquina tridimensional CNC.
Esta dúvida é muito frequente nas empresas que possuem máquinas manuais e que necessitam aumentar a velocidade de medição e sonham em ter uma máquina tridimensional CNC.
{kind=link}
Em alguns casos, tecnicamente é possível esta transformação, porém, em praticamente 100% dos casos não é indicado.
Em seus projetos originais a máquina foi concebida para ser uma máquina manual e não tem em sua estrutura as condições ideais para instalação de motores e outros acessórios necessários para que se torne CNC.
Algumas empresas ousam fazer esta “adaptação”, porém, com sérios riscos ao fracasso e praticamente todos os fabricantes rejeitam esta prática e condenam máquinas transformadas como uma tridimensional confiável.
Também devido ao alto custo dessa transformação arriscada, torna-se viável a aquisição de uma máquina nova dando esta usada manual como forma de pagamento ou mesmo a troca desta por uma CNC semi nova e com projeto original.
Enfim, esta transformação tem sérios riscos e pode transformar sua CMM em um Frankenstein dimensional.
A MLA e a USCS realizaram palestra sobre Metrologia.
![]()
A MÉTRICA LATINO AMERICANA realizou no ultimo dia 26 de agosto uma palestra sobre Metrologia e novas tecnologias dimensionais aos alunos de Gestão da Qualidade da Universidade de São Caetano do Sul, onde o tema abordado foi “Os Tamanhos da Metrologia”.
No evento em parceria com a USCS, os 150 alunos presentes tiveram a possibilidade de conhecer na teoria e na prática algumas das tecnologias mais modernas do mundo como o Laser Tracker para medição de peças e produtos de grande porte e o sistema de fotogrametria que consegue medir em 3D mesmo estruturas que estejam em movimento ou tenham muita vibração. Conheceram também os braços de medição 3D Baces Kreon e as máquinas tridimensionais Coord3 que são utilizadas em inúmeras empresas do país e do mundo para controle de peças de diversos tamanhos.
A grande atração do evento foram os sistemas de medição sem contato da Inglesa Vision, onde os alunos e professores puderam ver na prática o SwiftDuo para medição de peças que necessitam de ampliação de até 200 vezes e o Mantis que é utilizado para inspeção e pode detectar falhas e não conformidades com ampliações de até 20 vezes.
Com esse evento a MLA inicia uma série de palestras em faculdades e universidades do Brasil para levar aos alunos e professores o que há de mais avançado em equipamentos de metrologia.
As Universidades, Faculdades e Cursos Técnicos que tiverem interesse de realizar uma palestra sobre metrologia devem entrar em contato com a MLA no tel.: 11 2691-5910
Como escolher um bom Software para o Braço de medição?
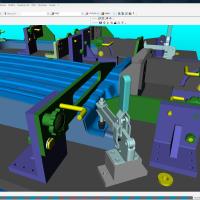
Atualmente a escolha do software para o braço de medição se dá por diversos fatores e uma escolha errada traz sérias consequências.
Muitas empresas acabam comprando um determinado software, não pela qualidade ou pela relação custo x benefício, mas pela imposição de seus clientes que exigem a padronização de seus relatórios. Esta ação pode trazer consequências negativas, pois muitas vezes estes softwares são extremamente caros e complexos para aplicações de medição manual.
Outro fator que pode definir a compra de um determinado software é a preferência do operador ou Metrologista, no entanto, o perigo está na dependência da empresa por esta mão de obra tão específica e sem ele esse software pode se tornar um grande problema na seleção e treinamento de novos profissionais.
Recentemente a Italiana Metrostaff lançou um software de baixo custo e fácil operação para máquinas manuais (Braços e CMM`s) de nome Predict, entendendo a problemática existente no mercado na contratação de mão de obra e na dificuldade de liberação de recursos para investimento nesse item intangível no laboratório dimensional.
Para a boa escolha de um software, deve-se atentar a diversos fatores como a Praticidade de operação, presença de suporte técnico rápido, recursos e ferramentas indicadas para sua aplicação, custo dentro da realidade, a propriedade do software e não autorização de uso por tempo determinado, custos de renovação, etc.
Desta forma o investimento se justifica e ao invés de desperdiçar recursos escassos da Metrologia em softwares com recursos que jamais serão utilizados, deve-se optar por um produto onde o investimento está baseado na racionalidade e não no desejo ou imposição pessoal.
Seja bem vindo!!!
 Bem vindo ao Blog da Métrica Latino Americana.
Bem vindo ao Blog da Métrica Latino Americana.
Esse espaço é dedicado à informação e discussão de temas ligados à tecnologia da Medição, dúvidas frequentes de processos de controle, sugestões de melhoria e outros assuntos relacionados ao Mundo Metrológico.
Colabore com este blog contando um pouco da sua experiência em cada tema proposto.