 SAIBA COMO ESCOLHER AS PONTAS IDEAIS PARA CADA MEDIÇÃO E TIPOS DE MATERIAIS EXISTENTES.
SAIBA COMO ESCOLHER AS PONTAS IDEAIS PARA CADA MEDIÇÃO E TIPOS DE MATERIAIS EXISTENTES.
As pontas de medição são elementos fundamentais para a correta coleta de pontos e por conseqüência uma medição confiável.
Constantemente são consideradas como um elemento de pouca significância entre os elementos que participam da precisão da máquina CMM, mas, mesmo na sua aparente simplicidade as pontas de medição tem características que precisam de muita atenção.
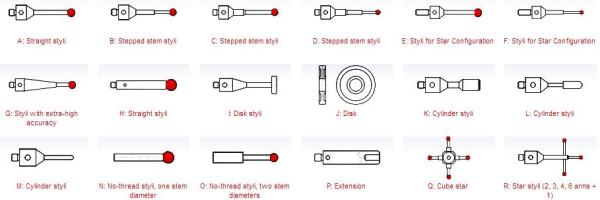
A três principais características das pontas tradicionais do mercado são:
- Esfera de contato, amigavelmente chamada de “bolinha” ou “rubi” pelo material utilizado em sua fabricação;
- Haste que determina o comprimento da ponta;
- Medida da Rosca que se aplica para cada tipo de equipamento ou apalpador (M2, M3, M4, M5 e M6).
Estas características precisam ser escolhidas utilizando uma regra simples, clara e eficaz. “Usar a maior esfera possível associada à menor haste possível”.
As razões que levam a esta decisão estão na mecânica do contato da ponta com a peça. Sabemos que a medição em CMM é dinâmica e que, para realizar um toque, a máquina encosta na peça e uma vez aberto o contato do apalpador, ela volta automaticamente ou, em caso de máquinas manuais, é o próprio operador que retira a ponta para ir ao toque seguinte.
Durante esta fase, por mais delicada e amortecida que seja, a ponta recebe um esforço mecânico, uma verdadeira colisão que determina flexões da haste. São as suas características mecânicas que reduzem estas flexões quase a um valor nulo, por isso um material como alumínio não seria adequado para a haste.
Os materiais que geralmente são utilizados para hastes:
Aço inoxidável
- Fibra de carbono
- Cerâmica
- Metal Duro.
A escolha do material é baseada na condição de uso, pois, como sempre em Metrologia não se tem uma solução absoluta, mas tudo é relativo à aplicação.
O Material mais eficaz é a fibra de carbono, pois pode ser usada na fabricação de pontas muito compridas garantindo um peso muito reduzido e tendo um desvio térmico muito pequeno.
Devido às restrições de diâmetro da haste (que precisa ser conectada a uma base em aço) a fibra de carbono não se aplica em pontas menores, geralmente utilizadas em pontas acima de 50 mm de comprimento e esferas com diâmetros maiores que 4 mm.
O material mais comum na linha de pontas de medição de comprimentos entre 10 e 30 milímetros é o aço inoxidável. Este material permite a usinagem de haste para que possa hospedar tranquilamente esferas de diâmetros pequenos. A grande vantagem da escolha do aço é que, além de sua rigidez consistente, a haste é usinada em um único bloco sem necessidade de junções do corpo da ponta com a base da rosca.
Para diâmetros de esfera abaixo de 1,0 mm o melhor material que pode ser utilizado, mantendo a devida rigidez é o Metal Duro, pois diâmetros de haste tão pequenos seriam dificilmente construídos com cerâmica ou em aço inox.
Porém, diâmetros de esfera acima de 30 mm, o peso tanto do aço quanto do Metal Duro começa a ter uma desvantagem relevante e podem induzir a falsos toques durante a movimentação da máquina, obrigando assim o operador a escolher sensores mais rígidos, diminuindo a repetitividade do equipamento, já que a força necessária para abrir o contato aumenta.
A partir de 30mm de comprimento a cerâmica representa uma boa alternativa, pois é rígida, leve e não tem significativos desvios térmicos, inclusive, devido a sua rigidez muito alta, quebra muito facilmente durante as colisões, esse material absorve o impacto e minimiza assim os reflexos no sensor, atuando muitas vezes como um “fusível” mecânico.
O fenômeno das colisões é outro fator que pode afetar a precisão da haste e os resultados da medição, pois uma colisão utilizando uma ponta de aço pode entortá-la de forma imperceptível, e tranquilamente agregar vários centésimos de erro na medição. Por esse motivo, após uma colisão particularmente forte é sempre aconselhável medir a esfera de calibração para conferir o estado das pontas ou até mesmo re-calibrar os apalpadores.
Voltando a escolha das pontas de medição e seguindo a regra acima exposta, o diâmetro da esfera precisa ser o maior possível, isto é, para evitar influências da rugosidade da peça durante a captura dos pontos e também para aumentar a diferença entre diâmetro da haste e o rubi, aumentando assim a tolerância mecânica contra possíveis toques indevidos da haste em lugares críticos.
Existem pontas construídas de acordo com particularidades das medições e de acordo com as necessidades das características a serem medidas. Elementos profundos como cilindros ou cavidades são medidos com pontas semi-esféricas de diâmetro 18 mm ou 30 mm.
O diâmetro dessas pontas é superior ao diâmetro dos sensores tradicionais (TP2, TP20, TESASTAR, ou TP6) e permite assim a penetração na peça sem necessidade de recorrer a extensões de pontas muito compridas que trazem problemas de peso e flexão.
O principal material na fabricação das esferas de medição é sem duvida o rubi sintético. Este material é um derivado do oxido de alumínio e tem uma dureza excelente e quase imbatível comparado com outros materiais.
Esta característica, que faz que o rubi seja em geral o melhor material, acaba sendo uma desvantagem quando usado em processo de escaneamento continuo no qual o contato esfera/peça é constante durante a medição.
Se a peça for feita de um material mais macio como o alumínio, a dureza do rubi acaba “extraindo” material da peça criando assim um anel de alumínio em volta da esfera.
 Esta sujeira altera a forma e diâmetro original da esfera, por isso o material mais indicado em aplicações de escaneamento em alumínio é o Nitrito de Silício, que não mostra o fenômeno de “extração” de alumínio durante a medição.
Esta sujeira altera a forma e diâmetro original da esfera, por isso o material mais indicado em aplicações de escaneamento em alumínio é o Nitrito de Silício, que não mostra o fenômeno de “extração” de alumínio durante a medição.
Fatalmente, como comentado anteriormente, não existe uma única solução, pois mesmo o Nitrito de Silício tem a suas desvantagens mecânicas (além dos fatores custo).
Se for utilizada para escaneamento em peça de material ferroso (ferro fundido, aço, etc.) a esfera em Nitrito de Silício apresentará desgaste muito rapidamente devido a abrasão, e por esta razão, se for escanear estes tipos de materiais, deve-se optar pela esfera em Zircônio que tem uma dureza parecida, mas não apresenta os mesmos desgastes.
Considerando todos estes fatores durante a escolha das pontas de medição, junto com a boa prática de limpeza da esfera de medição antes de iniciar as medições, auxiliam na continua busca para eliminar os microns de erros durante as medições tridimensionais.