




Nota:
Esta é a tradução do artigo: Tradicional CMM or portable CMM? Choosing the right measurement. Basta clicar no link para ler diretamente na página #TouchDMIS, no linkedin.

Quer você trabalhe na área aeroespacial, automotiva, de máquinas ou em qualquer outro setor onde as tolerâncias são implacáveis , a pergunta quase sempre surge:
Devemos investir em uma CMM tradicional ou em um braço CMM portátil?
Essencialmente, ambos os sistemas medem a mesma coisa: geometria, dimensões, características GD&T. No entanto, fazem isso de maneiras fundamentalmente diferentes, e essa diferença tem consequências reais no seu fluxo de trabalho, nos seus custos e na qualidade das suas inspeções.
E agora é hora de analisar esse dilema!
O que é uma CMM tradicional (fixa)?
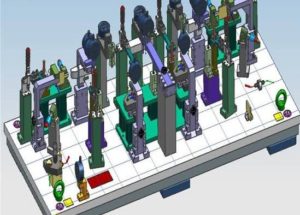
Uma Máquina de Medição por Coordenadas (MMC) é um sistema de medição fixo de alta precisão construído em torno de três eixos: X, Y e Z. Uma sonda motorizada move-se ao longo desses eixos com extrema precisão, guiada por sensores de alta precisão que rastreiam o deslocamento em tempo real e transmitem os dados para o software da MMC.
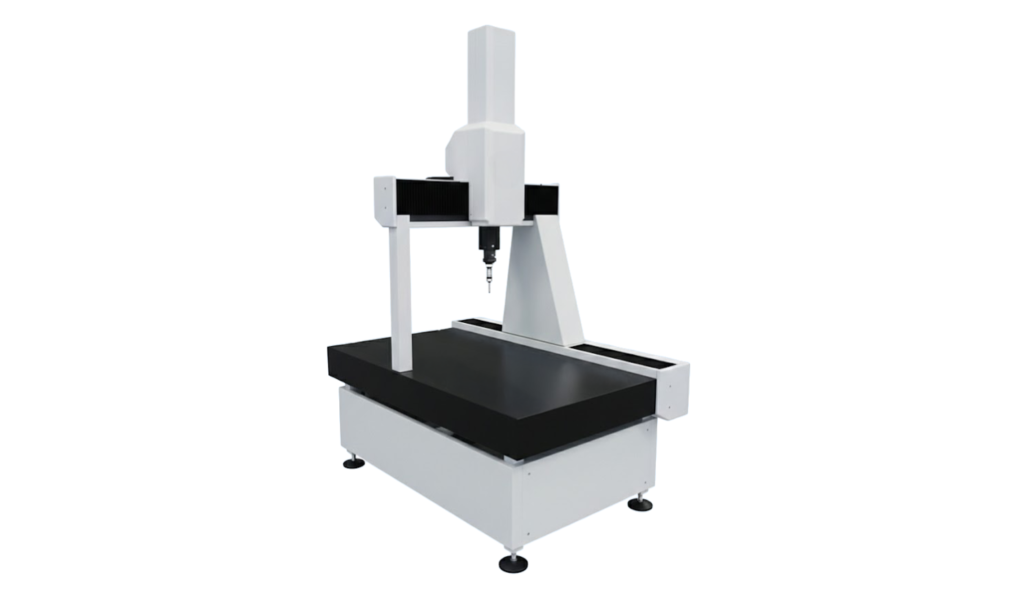
O resultado é um processo de medição automatizado e repetível, capaz de atingir uma precisão de até 1,2 μm, um nível de precisão simplesmente inigualável por sistemas manuais.
Uma vez programada, uma CMM pode inspecionar centenas de peças idênticas sem intervenção do operador, tornando-se a ferramenta de referência para ambientes de produção em lote, laboratórios de metrologia certificados e componentes críticos para a segurança.
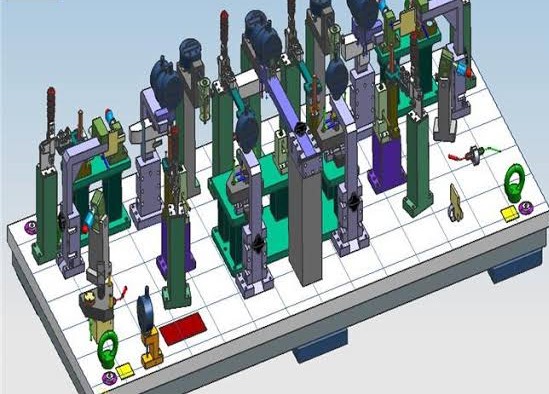
A relação de compromisso é bem conhecida na indústria. Uma máquina de medição por coordenadas (MMC) fixa exige um ambiente controlado: temperatura estável em torno de 20 °C ± 2 °C, baixa vibração e ar limpo (alguns modelos utilizam motor linear em vez de mancais de ar). Também requer um operador treinado que possa escrever e gerenciar programas de peças, além de exigir que as peças sejam transportadas até a máquina, e não o contrário. Por exemplo, para componentes grandes ou delicados, essa etapa de transporte por si só introduz riscos, como estresse no manuseio, deformação e atrasos no cronograma.
O que é um braço CMM portátil?
Um braço CMM portátil (às vezes chamado de braço articulado ou braço de medição ) funciona com um princípio completamente diferente. Em vez de eixos lineares, ele usa encoders rotativos colocados em cada articulação – ombro, cotovelo, pulso – para calcular a posição da sonda no espaço 3D com base nos ângulos de cada segmento e no comprimento conhecido de cada seção do braço.

O operador segura o braço e move a sonda manualmente ao redor da peça, acessando detalhes, características internas e geometrias complexas que uma CMM fixa teria dificuldade em alcançar. O sistema é leve, geralmente com 10 kg, e projetado para funcionar diretamente no chão de fábrica, ao lado da máquina-ferramenta, ou até mesmo dentro da fuselagem de uma aeronave.
Braços robóticos portáteis podem integrar tanto sondas de contato quanto scanners a laser, abrindo caminho para engenharia reversa, comparação com CAD e inspeção rápida de superfícies . Sua precisão chega a 0,012 mm, excelente para a maioria das aplicações industriais, embora não no nível de uma máquina de medição por coordenadas (MMC) fixa operando em condições de laboratório.
Onde cada sistema se destaca
As máquinas de medição por coordenadas (CMMs) fixas são a melhor opção quando a precisão é imprescindível e os volumes são elevados. Verificação de moldes automotivos, certificação de componentes aeroespaciais e fabricação de dispositivos médicos: esses são ambientes onde um sistema com capacidade de resolução de 1,2 μm, executando ciclos de inspeção automatizados durante a noite, comprova seu retorno sobre o investimento ao longo do tempo.
Os braços robóticos portáteis conquistam seu espaço sempre que a flexibilidade for mais importante do que a precisão absoluta . Inspecionar grandes estruturas soldadas, validar o alinhamento de ferramentas no chão de fábrica, verificar as primeiras peças sem precisar esperar por uma vaga no laboratório ou realizar auditorias dimensionais diretamente em uma linha de montagem: em todos esses cenários, levar a medição até a peça é simplesmente mais eficiente do que o contrário.

Por fim, há também uma dimensão de custo que vale a pena considerar. O custo inicial de um braço portátil é significativamente menor do que o de uma CMM fixa totalmente configurada, e os requisitos de infraestrutura (sem necessidade de sala climatizada, sem ar comprimido em muitos casos, sem configuração complexa de programação) os tornam acessíveis a oficinas menores ou equipes de controle de qualidade que precisam de agilidade de medição sem um grande investimento de capital.
Precisão, ambiente e a variável fator humano
Um aspecto que raramente recebe a devida atenção nessas comparações é o papel do operador. Uma CMM fixa, uma vez programada com seu software de medição, elimina a variabilidade da equação. A máquina segue sua rotina independentemente de quem acionou o motor.
Um braço robótico portátil opera manualmente por natureza. O resultado da medição depende da firmeza e consistência com que o operador move a sonda, da precisão com que o braço é posicionado em relação à peça e da qualidade do estabelecimento do sistema de coordenadas. Usuários experientes podem alcançar excelente repetibilidade, mas a curva de aprendizado é real e o risco de inconsistência nas medições é maior em ambientes de produção movimentados e ruidosos.
A abordagem híbrida: aproveitando o melhor dos dois mundos
Nos últimos anos, muitos departamentos de qualidade não têm encarado esse dilema como uma decisão de “ou um ou outro”. Um braço portátil pode ser usado para verificação da primeira peça, verificação online e inspeções de campo. Uma máquina de medição por coordenadas (MMC) fixa assume o papel de certificação final, controle estatístico de processo (CEP) e produções automatizadas de alto volume.
Quando os dois sistemas compartilham uma plataforma de dados comum, o fluxo de trabalho se torna mais eficiente: os dados de campo alimentam os programas de laboratório, os desvios detectados no fluxo acionam análises CMM direcionadas e a rastreabilidade completa da inspeção flui por todo o ciclo de produção. Os ganhos de eficiência nesse tipo de configuração integrada são comprovados em cadeias de suprimentos automotivas e aeroespaciais.
Então, qual você deve escolher?
E a resposta final é… depende!
Comece analisando as peças: qual o tamanho e a complexidade delas? Qual a precisão das tolerâncias? Elas podem ser transportadas com segurança para um laboratório, ou as medições precisam ser feitas no local?
Em seguida, analise seus volumes. A automação justifica seu custo quando o mesmo programa é executado centenas de vezes. Para volumes menores ou famílias de peças muito variadas, a flexibilidade de um braço portátil geralmente oferece melhor produtividade.
Por fim, verifique cuidadosamente seu ambiente e seu espaço de trabalho (seja um laboratório de metrologia ou uma linha de produção). Uma máquina de medição por coordenadas (MMC) fixa em uma sala com controle inadequado terá um desempenho inferior. Por outro lado, um braço portátil usado de forma inconsistente produzirá dados não confiáveis. O melhor sistema de medição é aquele que se adapta às suas condições reais de operação.
Devemos lembrar que a medição também envolve escolher a ferramenta certa e saber exatamente porquê.
Veja também:
- Tendências da metrologia para 2026
- O que é GD&T?
- Entendendo a tolerância composta
- Caneta de medição por coordenadas (CMM): qual escolher e qual o melhor material?
- O poder do espelhamento na programação de CMM
- A importância dos datum: a relevância do alinhamento na metrologia
TouchDMIS
O TouchDMIS é um software completo de metrologia dimensional desenvolvido para oferecer a melhor experiência ao usuário. Com sua interface inovadora e exclusiva, que abandona o estilo antiquado do Windows, o TouchDMIS traz para a indústria de metrologia a funcionalidade moderna de toque que faltava aos operadores de CMM. Simplificamos a metrologia.