





A medição tridimensional (3D) é uma etapa fundamental na garantia de qualidade em diversas indústrias, da automotiva à aeroespacial. No entanto, para que os resultados sejam precisos e confiáveis, há um fator muitas vezes subestimado: a fixação da peça a ser medida. A forma como a peça é posicionada e fixada influencia diretamente a exatidão das medições e a eficiência do processo.
A importância de um bom berço de fixação
A fixação correta, realizada por meio de um berço ou dispositivo de fixação, garante dois pontos essenciais para uma medição de alta qualidade:
- Acesso às regiões a serem medidas: O berço de fixação deve posicionar a peça de tal forma que a ponta de medição da máquina de medir por coordenadas (MMC) ou o scanner 3D consiga acessar todas as características críticas sem obstruções. Pontos de fixação mal planejados podem bloquear o acesso a furos, superfícies ou rebaixos importantes, inviabilizando a medição completa e precisa da peça.
- Estabilidade da peça: Durante a medição, a peça precisa estar completamente estável. Qualquer vibração, movimento ou deformação pode introduzir erros significativos nos dados coletados. O berço de fixação deve ser robusto o suficiente para suportar o peso da peça e a força de medição, mantendo-a firmemente em posição e eliminando qualquer risco de deslocamento.
Dispositivos de fixação: Modulares vs. Fixos

Na hora de escolher o tipo de berço de fixação, as empresas geralmente se deparam com duas opções principais: os dispositivos modulares e os berços fixos (ou dedicados). Cada um tem suas próprias vantagens e desvantagens, e a escolha ideal depende da sua produção e da variedade de peças a serem medidas.
Berços Fixos (ou Dedicados)
São projetados e usinados especificamente para um único tipo de peça. Eles são feitos sob medida, com encaixes perfeitos que garantem o posicionamento exato da peça.
Vantagens:
- Posicionamento preciso e repetitivo: Uma vez que a peça é encaixada, ela estará sempre na mesma posição, garantindo a repetibilidade da medição.
- Velocidade de montagem: O processo de fixação é rápido e intuitivo, o que otimiza o tempo de setup na máquina.
- Estabilidade máxima: O design dedicado proporciona a melhor estabilidade possível para a peça.
Desvantagens:
- Custo inicial elevado: O projeto e a fabricação de um berço dedicado são caros.
- Falta de flexibilidade: Servem apenas para a peça para a qual foram projetados. Se a peça mudar ou a produção for descontinuada, o berço se torna obsoleto.
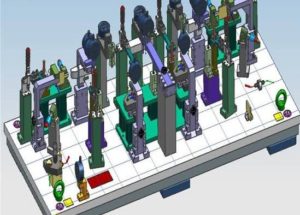
Dispositivos de Fixação Modulares
São sistemas compostos por uma variedade de componentes reutilizáveis, como bases, hastes, grampos e pinos, que podem ser combinados para criar diferentes configurações de fixação.
Vantagens:
- Alta flexibilidade e versatilidade: Com um único kit, é possível fixar dezenas ou até centenas de peças de diferentes formatos e tamanhos.
- Custo-benefício a longo prazo: O investimento inicial em um kit modular é rapidamente amortizado pela sua capacidade de se adaptar a múltiplas peças.
- Ideal para protótipos e peças de baixa produção: Permite a medição de peças únicas ou em pequena escala sem a necessidade de fabricar um berço novo a cada vez.
Desvantagens:
- Setup mais demorado: Montar a configuração de fixação para uma nova peça pode levar mais tempo.
- Menor repetibilidade: A montagem manual pode resultar em pequenas variações no posicionamento da peça entre uma medição e outra.
- Requer treinamento: É preciso que o metrologista tenha conhecimento para montar o dispositivo de forma correta e segura, garantindo o acesso e a estabilidade adequados.
Conclusão
A escolha entre um sistema de fixação modular e um berço dedicado depende da sua realidade produtiva. Se sua linha de produção é massiva e focada em poucas peças, o berço fixo pode ser a melhor opção para garantir velocidade e repetibilidade. No entanto, para empresas que trabalham com uma grande variedade de peças, protótipos ou lotes pequenos, o sistema modular oferece uma flexibilidade e um custo-benefício inigualáveis.
Em qualquer cenário, o mais importante é entender que a fixação não é um detalhe, mas sim um pilar da medição tridimensional precisa. Investir em berços de qualidade e no conhecimento para utilizá-los corretamente é essencial para garantir que os resultados de suas medições sejam confiáveis e representem a verdadeira qualidade de seus produtos.
Outros Artigos Relacionados:
- Medicao tridimensional um universo de possibilidades com e sem contato
- Vantagens e desvantagens do escaneamento a laser 3d sem contato
- A importancia vital da manutencao preventiva em cmms