






Nota da tradução:
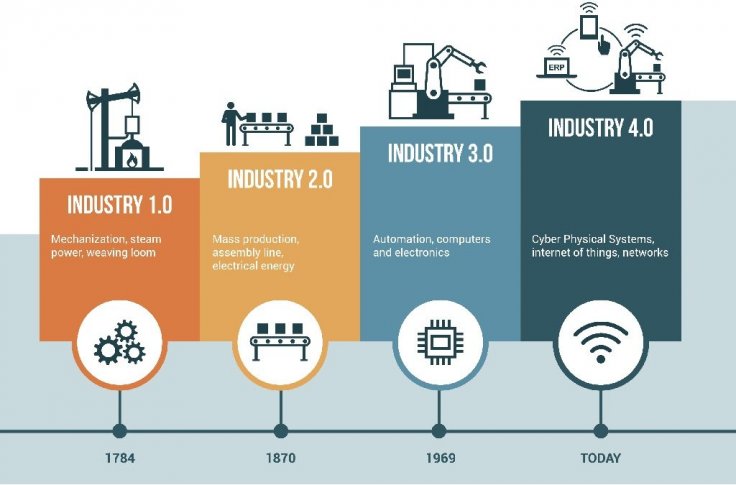
A ind. 4.0 está levando as cmm’s para as linhas de produção. Esta que já foi uma tendência, ganha força, baseada no desenvolvimento de tecnologias de construção das cmm’s para suportar os ambientes fabris e softwares capazes de disponibilizar em tempo real, os resultados de produção. Alguns fabricantes como a inglesa LK, apresentam eixos em cerâmica, garantia de 10 anos para as cmm’s ou a italiana Metrostaff, apresenta o ArcoCAD e Metrology Gate, softwares capazes de suprir as demandas de rapidez da disponibilização de dados, que a ind 4.0 exige a metrologia 4.0 deve suprir. Este são apenas alguns exemplos do desenvolvimento das tecnologias que possibilitam a instalação das cmm’s diretamente nas linhas de produção.
___________________________________________________________
Medir o trabalho no chão de fábrica pode aproximar a aplicação da medida em tempo real, para que os resultados tenham mais valor no controle do processo. E comparado com outros sistemas de medição que podem ser usados em operações de manufatura, a CMM oferece a maior flexibilidade. Uma CMM pode medir com precisão objetos de tamanhos e configurações geométricas variadas, e pode descrever a relação entre recursos separados de uma peça de trabalho. Essa flexibilidade, juntamente com a velocidade de uma CMM em relação às técnicas de medição com instrumentos ou aos medidores fixos, permite que a medição seja usada com eficiência de custo para refinar o processo e analisar as tendências do processo.
A integração da velocidade, flexibilidade e precisão das CMMs às operações de chão de fábrica tem sido uma tendência contínua. A integração do chão de fábrica faz com que a função de medição seja parte integrante do processo de usinagem. A CMM pode estar fisicamente conectada, como em uma linha de transferência, ou pode ser conectada por algum tipo de mecanismo de transferência, como um carrinho ou um veículo guiado por trilho, que move o trabalho para a CMM a partir de uma máquina operatriz.
Além do benefício óbvio do controle de processo em tempo real ou próximo ao tempo real, o medidor integrado de chão de fábrica com uma CMM tem várias vantagens. No chão de fábrica, a calibração é realizada com mais frequência pelos próprios operadores de máquinas-ferramenta, reduzindo a necessidade de inspetores especiais. Outro benefício do medidor de chão de fábrica é sua capacidade de construir um banco de dados histórico que rastreia o modo como máquinas, peças, paletes e acessórios se comportaram durante o processo de usinagem.
Tempo de Medição
Uma vantagem do medidor de chão de fábrica usando um CMM é a velocidade. As peças usinadas estão se tornando cada vez mais complexas, com mais recursos de medição e tolerâncias mais rígidas. Enquanto isso, a produção em alta velocidade com altos padrões de precisão cria uma demanda por alto rendimento de inspeção.
A vantagem mais dramática da CMM é a maior eficiência de inspeção, quando comparada com as técnicas tradicionais de ferramentas de superfície / ferramentas manuais de precisão. Por exemplo, medir a localização de um único furo usando uma mesa de desempeno e um medidor de altura pode envolver:
- Alinhar a face da peça a 90 graus com a placa de superfície;
- Indicar a borda superior e a borda inferior da abertura do furo usando um medidor de altura;
- Compar as medidas a uma referência;
- Gravar as leituras;
- Calcular a diferença entre as medidas para encontrar a localização da linha central do furo.
Por outro lado, medir o mesmo furo com uma CMM básica envolve:
- Alinhar automaticamente a peça com a CMM, medindo um plano de referência, uma linha de referência e um ponto de referência. Tempo aproximado: 30 segundos;
- Tocar o furo em quatro pontos. Tempo aproximado: 8 segundos;
- Pressionr o botão Imprimir para registrar a localização X, a localização Y e o diâmetro do furo.
A complexidade de uma peça aumenta ainda mais o tempo de inspeção para o operador usando ferramentas de medição manual. Como os medidores de altura e ferramentas de inspeção similares só medem ao longo de um único eixo, pelo menos duas configurações são necessárias para localizar detalhes na face de uma peça de trabalho. Ainda mais configurações podem ser necessárias para localizar certos detalhes. E quando vários lados de uma peça são verificados, a configuração deve ser alterada toda vez que a peça for girada. A CMM, por outro lado, pode medir múltiplas faces de uma peça sem perturbar a configuração.
Através de medições mais rápidas com menos configurações, o tempo de inspeção pode ser reduzido para apenas um décimo do tempo necessário usando técnicas de ferramentas manuais. Dez peças podem ser inspecionadas em um CMM na mesma quantidade de tempo que leva para inspecionar uma peça usando a tecnologia de mesa de desempeno.
Máquinas mais sofisticadas podem reduzir ainda mais o tempo de inspeção. O operador pode ser dispensado de tarefas demoradas, como a gravação manual de leituras, a verificação da sequência de inspeção e a realização de cálculos. Um benefício adicional das CMMs mais avançadas é a capacidade de medir comprimentos e perfis de arco. Essas rotinas são literalmente impossíveis de serem executadas usando métodos de inspeção convencionais ou até mesmo uma CMM manual.
Combater o calor e a vibração
Construir CMMs para operações de chão de fábrica é um desafio. O efeito da mudança de temperatura na máquina de medição e na peça de trabalho é o obstáculo mais difícil de superar.
Uma abordagem é compensar a expansão térmica e erros de distorção térmica por meio de sensores de temperatura colocados em pontos críticos na estrutura da máquina. Os valores de expansão e distorção que são extrapolados dos dados do sensor são usados para compensar cada ponto medido, virtualmente cancelando a influência das variações de temperatura em uma ampla faixa.
Outra abordagem está relacionada à escolha de materiais na construção do CMM. Por exemplo, o projeto da CMM “One” da Brown & Sharpe é construído em torno do uso de rolamentos de aço. Todos os outros componentes do CMM têm propriedades térmicas semelhantes ao aço para minimizar os efeitos da variação de temperatura na precisão da medição. O carro do eixo X e o eixo Z são construídos a partir de um material de matriz de carboneto de alumínio / silício que exibe um coeficiente de expansão semelhante ao do aço. Ao mesmo tempo, esse material é leve, permitindo que motores menores sejam usados na CMM, uma mudança que reduz ainda mais o peso da máquina e também reduz o calor gerado pela máquina.
Outro desafio em colocar CMMs de precisão no chão de fábrica é protegê-los da vibração. O projeto da máquina One depende de uma base composta de polímero de alta densidade para fornecer dez vezes mais amortecimento de vibração do que os materiais tradicionais. A proteção dessa base contra vibração se estende até mesmo à absorção de ruídos de alta frequência.
No entanto, outro desafio de design que não pode ser negligenciado está relacionado ao software. Devido à necessidade de maior acessibilidade quando um CMM é usado no chão de fábrica, o software pode desempenhar um papel tão importante quanto o do hardware. O software deve permitir que operadores de todos os níveis de habilidade obtenham resultados de inspeção precisos e repetíveis. O software da Brown & Sharpe faz isso incluindo rotinas automatizadas acessíveis por meio de uma interface gráfica de operação, bem como módulos de treinamento on-board e tutorial cobrindo tópicos antes, durante e depois da programação e coleta de dados. Um recurso especial reconhece o tipo de recurso que está sendo medido para criar uma representação gráfica desse recurso na tela do computador. A capacidade permite que o operador gire e amplie um modelo do recurso inspecionado para ver mais claramente onde a peça está tendendo para fora da tolerância.
Traduzido e adaptado de: https://www.mmsonline.com/articles/integrating-cmms-with-shopfloor-operations
Sobre o autor: Christine L. Witkos é gerente de produto da Brown & Sharpe (North Kingstown, Rhode Island).