





O Poder do Espelhamento: Maximizando a Eficiência na Sua CMM
No dinâmico mundo da metrologia dimensional, a busca por eficiência e precisão é constante. Uma ferramenta poderosa que otimiza significativamente o fluxo de trabalho em máquinas de medição por coordenadas (CMMs) é o espelhamento de rotinas de medição. Se você busca reduzir o tempo de programação, minimizar erros e garantir a consistência em suas inspeções, continue lendo!
O Que Exatamente é o Espelhamento de Rotinas?
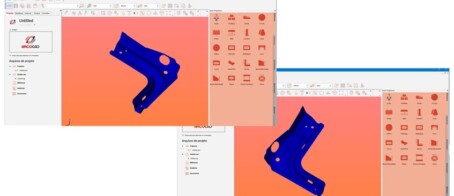
Imagine inspecionar peças que são imagens espelhadas uma da outra – uma peça esquerda e uma peça direita, por exemplo. Tradicionalmente, seria necessário criar duas rotinas de medição separadas, um processo demorado e suscetível a inconsistências.
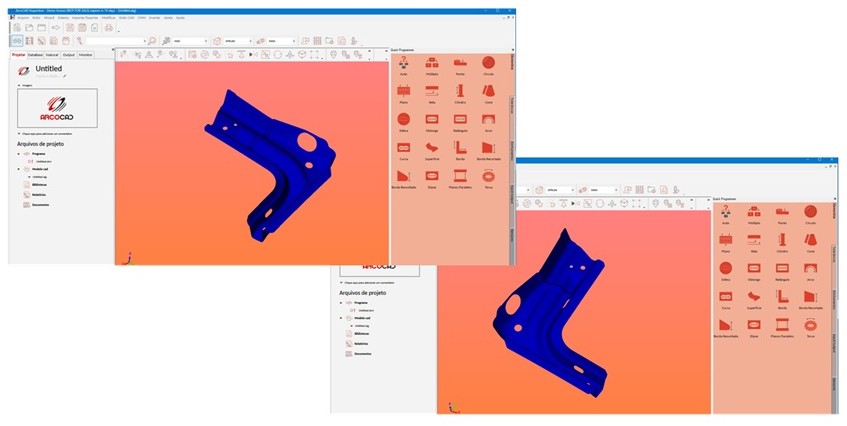
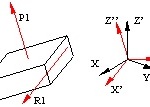
O espelhamento de rotinas de medição em software CMM permite criar uma única rotina para uma das peças e, com apenas alguns cliques, gerar automaticamente a rotina correspondente para a peça espelhada. O software inteligentemente inverte as coordenadas dos pontos de medição, os vetores de abordagem e retração, e até mesmo as orientações das ferramentas, adaptando a rotina original para a nova geometria.
Os Benefícios Claros do Espelhamento:
- Economia de Tempo Drástica: A criação de uma nova rotina do zero pode levar horas, dependendo da complexidade da peça. O espelhamento reduz esse tempo a meros segundos ou minutos, liberando seus programadores para tarefas mais estratégicas.
- Redução de Erros: Ao eliminar a necessidade de reprogramar cada ponto manualmente, o risco de erros de digitação, cálculos incorretos ou inconsistências entre as rotinas é significativamente diminuído.
- Consistência e Padronização: O espelhamento garante que as duas peças espelhadas sejam inspecionadas utilizando exatamente os mesmos critérios e tolerâncias, promovendo a consistência e a padronização em seus processos de controle de qualidade.
- Facilidade de Uso: A maioria dos softwares CMM modernos oferece interfaces intuitivas para o espelhamento de rotinas, tornando o processo acessível mesmo para usuários com menos experiência em programação.
- Otimização do Fluxo de Trabalho: Com a programação acelerada, o tempo de inatividade da CMM é reduzido, otimizando o fluxo de trabalho geral do seu laboratório de metrologia ou linha de produção.
Quando o Espelhamento é Mais Valioso?
O espelhamento de rotinas brilha em diversas situações, incluindo:
- Inspeção de peças esquerda e direita: Componentes automotivos, moldes, peças de aeronaves e muitos outros setores se beneficiam enormemente dessa funcionalidade.
- Análise de famílias de peças simétricas: Mesmo que não sejam imagens espelhadas perfeitas, peças com elementos simétricos podem ter partes de suas rotinas espelhadas, economizando tempo.
- Criação rápida de variações de uma peça base: Pequenas alterações de design que resultam em uma peça espelhada podem ser facilmente acomodadas com o espelhamento.
Implementando o Espelhamento na Prática:
A maioria dos softwares CMM oferece diferentes opções de espelhamento, como espelhamento em relação a um plano específico (XY, YZ, ZX) ou em relação a um ponto central. É crucial entender as opções disponíveis em seu software e escolher a mais adequada para a geometria da sua peça.
Conclusão:
O espelhamento de rotinas de medição é uma funcionalidade essencial para qualquer operação que utilize CMMs e lida com peças simétricas ou que possuam variações espelhadas. Ao adotar essa técnica, sua empresa pode alcançar ganhos significativos em termos de tempo, precisão e eficiência, elevando o nível do seu controle de qualidade.
Que tal explorar as opções de espelhamento no seu software CMM hoje mesmo? Os resultados podem te surpreender!